
研削と研磨について金属加工メーカーが用途や違いを紹介

金属加工では、「研削加工」と「研磨加工」という2つの重要な技術が存在します。特に、「研削加工」は主に高速で回転する砥石を用いてワーク(材料)の表面を削る除去加工の1つで、弊社が得意とする治工具設計製作時には欠かせない重要な技術の一つであり、弊社は計14台の様々な形状に対応可能な研削盤を保有しております。一方「研磨加工(研摩加工)」も「研削加工」とよく似た響きのキーワードとなりますが、特に高い表面品質を求められる部品の加工において、欠かせない技術となります。製品の要求仕様や素材に応じて、両者を適切に選択することが、品質向上に大きく貢献します。
本記事では、研削と研磨の違いを明確にし、それぞれの加工方法がどのような場面に適しており、使われるかを詳しく解説します。
はじめに:研削加工の基礎知識

研削加工は金属加工の一種であり、工具として刃物(刃具)を利用し、形状を加工する切削加工とは異なり、工具の一つである砥石を使用して、金属材料の表面を摩擦により削り取る加工方法です。特に、弊社が専門とする治工具の製作や、金型の製作など、高精度な寸法が求められる場面で活用され、他の加工方法では実現が難しい高い表面品質と寸法精度を実現でき、超精密な加工も実現可能な加工方法です。
研削加工は、回転する砥石をワーク(工作物)に接触させることで行われます。例えば、旋盤やマシニングセンターを用いた切削では達成できない微細な仕上げが可能であり、砥石を高速回転させることで加工時に発生する熱を抑え、安定した加工が実現できます。上記の写真は弊社が保有する内面研削盤であり、写真中央の薄桃色に見える機構が砥石部分です。この砥石はアルミナ、シリコンカーバイド、ダイヤモンド、立方晶窒化ホウ素(CBN)などの非常に硬い素材で作られ、無数の微細な砥粒が含まれているため、硬い金属や必要に応じて樹脂の精密加工にも対応でき、材質に応じた砥石・砥粒の種類の選択も重要です。フライス加工や旋削加工などの切削加工と比較すると、加工時間は長いですが、研削加工では、ミクロンオーダーの寸法精度での表面加工を行うことが可能です。さらに、研削加工時には、正しいクーラント(冷却剤・冷却液)の種類の選択と使用も品質を高めるためには非常に重要な要素です。
特に、部品製造に用いる金型等、部品加工の一段上の精度を求められる製品の製造においては、研削加工による表面品質と寸法精度の確保は必要不可欠です。高品質な製品加工を行うためには高精度な穴加工や形状加工も重要ですが、弊社は高精密な穴加工を実現するジグボーラーを多数保有し、併用することで高品質な製品/サービスを提供しております。ジグボーラーに関して興味を持たれた方は、別記事もございますので、ぜひご参照ください。
研削と研磨の違い

研削加工とよく似た加工法として、研磨(研摩)加工が挙げられます。結論から言うと、研削と研磨の役割は大きく異なります。 研削加工は切削と同様に、素材の表面を削り取り、寸法精度を高めることが目的です。一方、研磨加工は、表面の仕上げ/品質を向上させる処理であり、主に製品の美観や耐摩耗性、耐食性を高めるために用いられます。
研磨加工は、ワーク(部品)の表面を磨くことで滑らかにし、光学機器や医療機器のように極めて高い表面品質が求められる製品に主に適用されます。研磨では、研磨材(バフ、研磨シート、電解研磨など)を用いて、材料表面の微細な凹凸を整えます。特に、ステンレスや樹脂などの素材に対しても有効であり、鏡面仕上げを実現することも可能です。しかしながら、道具を用いた手作業が含まれることが多いため、品質の均一化や生産性の向上には課題が残ります。
一方改めて説明すると、研削加工の目的は、表面を削ることで製品の寸法を正確に制御し、微細な寸法公差を実現することです。旋盤やフライス加工では達成できない高精度な加工が可能です。例えば、金型の製作や精密機械加工において、研削は不可欠な技術となります。さらに、高速回転する砥石を使用することで、発生する熱を抑えながら、効率的な加工を実現できます。
研削加工は、切削加工と比較すると材料の除去効率が高いため、場合によっては粗加工として利用されることもあります。また、研削の精度をさらに向上させるために、研磨加工を追加するケースもあります。こうした工程の使い分けにより、製品の品質やコスト、納期の最適化が可能になります。
弊社では、精密機械加工を得意としており、フライス加工や旋盤加工(切削加工)、ジグボーラーを用いた高精密な穴加工に加えて豊富な研削盤による研削加工を施すことで、高精度な製品を提供するサービスを行っております。研削加工と研磨加工の適切な使い分けを行うことで、生産性の向上やコストダウンを実現できるため、用途に応じた最適な加工方法を選択することが重要です。
研削加工の用途とメリット

研削加工の最大のメリットは、高精度な寸法制御と優れた表面品質を実現できる点にあります。最大でサブミクロン単位の精度の加工が可能であり、特に滑らかな表面品質が求められる部品に適用されます。これにより、摺動性(物体同士が接触して滑る際の動きやすさのことを呼ぶ)が向上し、組立工程での精度向上や製品寿命の延長にも貢献します。
一方で、研削加工のデメリットは、加工時間が長いことや、砥石・クーラント(冷却液・冷却剤)などの消耗品のコストが挙げられます。しかし、その圧倒的な精度と品質のため、多くの工業分野で不可欠な技術であることは間違いありません。
研削加工が活用される業界と用途
研削加工は、寸法精度と表面品質が厳格に要求される部品に幅広く適用されます。例えば以下の業界や部品で特に重要な役割を果たします。
自動車・建設機械業界
- エンジン部品(カムシャフト、クランクシャフト)
- ギアの歯(トランスミッション、歯車部品)
- ピストン関連部品
- ベアリング(摩擦低減と耐久性向上のための精密研削)
自動車・建機業界におけるこれらの部品は高負荷・耐衝撃性が求められる環境で使用され、粗悪な製品・部品の利用が重大なトラブルを招きかねないため、部品には非常に滑らかな表面品質と厳密な寸法精度が求められ、高頻度で研削加工が用いられます。
航空宇宙産業
- タービンブレード
- ランディングギア
航空機部品は極端な温度(高温・低温両方を含む)や負荷にさらされるため、耐熱合金や靭性の高い材料などの難削材が用いられます。難削材を加工する場合は切削加工と同様に研削加工においても高度な技術が求められ、砥石やクーラント(冷却液)の種類の選定等の高い加工ノウハウが求められます。
医療・半導体分野
- 外科用器具(手術用メス、内視鏡部品、ステント等)
- 金属インプラント(人工関節、歯科インプラント等)
- 半導体製造装置部品(金属製のチップトレイ、ウエハーホルダー等)
医療・半導体分野においてもミクロンオーダーの加工精度と高品質な表面仕上げが不可欠となります。特に当分野の最大の特徴は部品が極小サイズであることも多く、超精密部品の上で高い表面品質が求められるため、研削加工を行う場合にも細心の注意を払うことが求められます。
産業機械業界(工作機械業界等)
- マシニングセンターの加工テーブル(平面研削による高精度なワーク固定)
- スライドガイド(摺動性向上のための研削)
- スピンドル部品(円筒研削による回転精度向上)
- ベースプレート・フレーム部品(高精度な組立精度を確保)
産業機械業界では、マシニングセンタや研削盤、旋盤などの加工設備において、高い剛性と精密な寸法管理が求められます。工作機械を用いて部品を製造するため、加工精度を安定させるための機械構造部品には、研削加工が欠かせません。
例えば、マシニングセンタの加工テーブルは、ワークの固定精度に直結するため、平面度の高い研削加工が施されます。また、スライドガイド(リニアガイド)は、工作機械の摺動部としての役割を持ち、精密な研削加工によって摺動性を向上させることで、摩耗を防ぎ長期的な精度維持を可能にします。
加えて、ベースプレートやフレーム部品にも高い平行度や直角度が求められ、研削加工による精度確保が必要であり、後述しておりますが弊社も多数製造実績がございます。
治工具製造における研削加工の重要性
弊社が主力としている治工具の製造においても、研削加工は欠かせない技術です。治工具は、最終製品の加工を支える重要な役割を担うため、製品以上の寸法精度と耐久性が求められます。
弊社が製造した治工具は、お客様から「非常に組み立てやすい」や「想像より全然へたりが来ない(長寿命)」といった良い評価をいただくことがあります。これは、適切な研削加工を施すことで、精密な寸法管理と優れた表面品質を実現できているのです。
研削加工と設備の種類
研削加工は、加工する部品の形状や寸法精度の要求に応じて、さまざまな手法が選択されます。また、それぞれの加工方法に適する研削盤が多様な工作機械メーカーから提供されており、設備の保有状況によって部品メーカーの対応範囲が異なります。
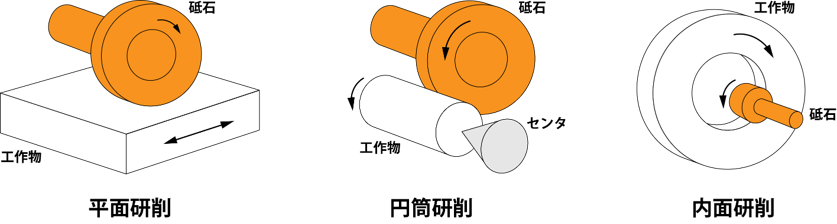
本節では、研削加工の主要な種類として、平面研削、円筒研削、内面研削の3つに、さらに弊社も保有する複合研削盤ついて解説します。これらの機械は上述した通り、精密機械加工が求められる分野で広く活用されています。
平面研削 / 平面研削盤
平面研削はその名の通り、平らな表面を精密に加工するための研削技術であり、研削加工の中で最も一般的な方法です。加工テーブルに固定されたワーク(工作物・材料)に対して、水平または垂直に取り付けられた砥石を回転させ、平面度や平行度を高めるために使用されます。
平面研削の特徴
- 工作物(ワーク)の表面を均一に仕上げる
- 精密な平面度・平行度の確保が可能
- マシニングセンタの加工テーブルや精密部品の基準面加工に適用
平面研削は、金属加工だけに限らず、樹脂加工やセラミックスの加工にも用いられ、産業機械や治工具の製造に不可欠な技術です。特に、ステンレスや耐熱合金などの硬質材料の加工において高い精度な仕上がりを実現できます。
円筒研削 / 円筒研削盤

円筒研削は、円筒状のワーク(軸やローラーなど)の外周面を精密に研削する技術です。ワークを回転させながら、回転方向とは逆方向に砥石を当てることで、高精度な寸法制御と表面仕上げを実現します。
円筒研削の特徴
- 円筒部品の寸法精度と表面品質を向上
- 摺動性が求められる、ベアリングやシャフト部品に適用可能
- 航空機のスピンドルや自動車のトランスミッション部品の加工にも活用
特に、回転運動を伴う摺動部品において、摩擦低減や耐久性向上を目的とした超精密研削が求められます。航空宇宙産業や半導体製造装置などでも、極めて厳しい公差管理のもとで使用されています。
内面研削 / 内面研削盤

内面研削は、ワークの内部(内径や内側面)を精密に研削する技術です。内径の寸法精度が求められる部品の加工に特化しており、特に軸受け部品や内部リングギアの仕上げに使用されます。
内面研削の特徴
- 小型砥石を使用し、精密な内径加工が可能
- リングギア、ベアリング、精密部品の内面仕上げに適用可能
- 高精度な寸法管理をNC機能をもって実現し、製品の性能向上に貢献
内面研削は、医療機器や産業機械、航空機部品にも活用されており、耐摩耗性や寸法精度が求められる部品の加工に不可欠な技術です。
複合研削盤

複合研削は、内面研削、外径研削、端面研削等を1台の研削盤で行うことができる高効率な加工技術です。特に、ワークを1回のチャッキングで複数の面を加工できるため、精度向上と加工時間の短縮によるコスト低減を両立して実現します。コスト低減を強く求められる自動車部品や、航空宇宙部品、精密金型部品など、高精度かつ複雑な形状が求められる部品の加工に適しています。
複合研削盤の特徴
- 内面研削、外径研削、端面研削を1台で対応可能
- ワークの再セット(段取り)回数を減らすことができるため、寸法精度や同軸度を向上
- 加工工程の統合により、生産性の向上とコスト削減を実現
複合研削盤は、従来の研削盤では実現が難しかった複雑形状の精密加工を可能にし、特に航空機のエンジン部品、スピンドル、軸受け部品、精密金型部品など、高い回転精度と耐摩耗性が求められる部品で活躍することが多いです。
弊社が保有する太陽工機の「Vertical Mate 85」は、CNC立形複合研削盤であり、内径φ80~800mm、外径800mmの加工が可能です。ワークの回転軸と砥石の移動軸を最適化することで、高精度な研削加工を実現し、特に大型ワークの精密加工や高剛性が求められる部品に適しています。
複合研削は、加工の一貫性を高めることで精度管理を容易にし、生産性をも向上させる革新的な研削技術です。自動車・建機・航空宇宙・産業機械等の各種業界と治工具の製作において、今後ますます重要性が増すマシンであり、弊社での活躍機会も多いです。
精密機械加工を実現する弊社の研削盤

当サイトを運営する株式会社大塚製作所では、研削盤を計14台保有し、平面研削、円筒研削、内面研削といった主要な研削加工に幅広く対応しています。小型精密部品から大型ワークまで対応可能な多様な研削設備を完備しており、お客様の多様な加工ニーズにお応えいたします。
また、弊社ではCNC立形複合研削盤「Vertical Mate 85」を導入しており、ワンチャックで複数の研削加工を行えることによって、工程短縮によるコストダウンや寸法精度の向上に貢献します。特に、同軸度・真円度が重要となる精密機械加工部品の加工に最適です。
弊社では、汎用研削盤から最新鋭のCNC研削盤まで幅広い機種を保有し、研削加工の実績とノウハウを活かして高精度な製品提供を保証いたします。単品加工、形状加工、治工具の設計製造を含めた一貫生産はもちろん、研削加工のみのご依頼も承りますので、お気軽にお問い合わせください。
弊社が保有する研削盤設備の一覧
| 型式 | 名称 | 能力(単位:mm) | メーカー | 台数 |
|---|---|---|---|---|
| PSG-157 | 平面研削盤 | X1400×Y550×Z700 | (株)岡本工作機械製作所 | 1 |
| PSG-65DX | 平面研削盤 | X600×Y500×Z400 | (株)岡本工作機械製作所 | 1 |
| PAG-64 | 平面研削盤 | X600×Y320×Z400 | (株)岡本工作機械製作所 | 1 |
| PSG-5B | 平面研削盤 | X450×Y150×Z400 | (株)岡本工作機械製作所 | 1 |
| PSG158CH-iQ | 平面研削盤 | X1400×Y800×Z520 | (株)岡本工作機械製作所 | 1 |
| MSG-250H2 | 平面研削盤 | X400×Y200×Z200 | (株)三井ハイテック | 1 |
| GUP30X100 | 円筒研削盤 | 外径φ300×1000 | (株)豊田工機(現:(株)ジェイテクト) | 1 |
| GOS32X50 | 円筒研削盤 | 外径φ300×500 | (株)豊田工機(現:(株)ジェイテクト) | 1 |
| GS-15-50 | 円筒研削盤 | 外径φ300×500 | (株)豊田工機(現:(株)ジェイテクト) | 1 |
| T-1253 | 内面研削盤 | 内径φ300×300 | 東洋工業(株) | 1 |
| STI-200Ⅲ | 内面研削盤 | 内径φ150×200 | (株)園池製作所(現:(株)アマダ) | 1 |
| IGM15NCⅢ | 内面研削盤 | 内径φ150×200 | (株)岡本工作機械製作所 | 1 |
| VerticalMate85 | CNC立形複合研削盤 | 内80~800 外800まで | (株)太陽工機 | 1 |
| GLS-125A | 光学式ナライ研削盤 | X80×Y250×Z140 | ワシノ機械(株)(現:ワシノ機器(株)) | 1 |
研削加工を用いた弊社の製品事例

弊社が製造したシャフト製造向け治具ベースの画像
次に、実際に弊社の製品事例から、研削加工を行った事例をご紹介したいと思います。
プレス機械メーカー向け部品(スライド)

| 材質 | SKD61 |
| サイズ | 縦490×横480×高さ350,φ400+0.01~+0.036 |
| 開発期間・納期の目安 | 加工納期7ヵ月 |
| 公差レベル | 直角度0.01,平行度0.01 |
プレス機械の内部に組み込まれる部品(スライド)となります。
材質がSKD61(ダイス鋼)で高硬度の材料となりますが、研削加工の適性が活きる材料とも言えます。摺動面を持つため高い表面品質が求められた上で、直角度・平行度共に高い基準で求められたため、6面研削、内径研削を実施しており、高い精度と機能性、耐久性を実現しました。
精密機械加工向け 3Rデルフィンクランプ

| 材質 | 主にSS材 |
| サイズ | ニーズに合わせて調整 画像は42×400×1400のデルフィンクランプ組付プレートを2個連結 |
| 開発期間・納期の目安 | 受注より1.5ヵ月 |
| 公差レベル | 平坦度0.02以内、穴ピッチ±0.02以内 |
半導体製造装置の部品製造など精密機械加工部品の製造に利用する治具(デルフィンクランプ)組み込みのベースプレートとなります。
高い位置決め精度を保持したままワンタッチ段取りを実現し、大幅な工数短縮が見込める本製品ですが、精密機械加工に用いられる性質上、ベースプレートの平坦度、デルフィンクランプ組み込み箇所の内径に厳しい寸法公差が求められるため、弊社の強みであるジグボーラー加工と研削加工の双方を存分に活かした製品となります。
弊社ではこのほかにも、多数研削加工を含めた製作事例がございますので、お気軽にお問い合わせください。
研削加工と研磨加工の違い まとめ
本記事では、研削加工の基礎知識、用途、種類、研磨加工との違い、そして弊社の設備・事例について解説しました。
研削加工は、精密機械加工の中でも高い寸法精度と優れた表面品質を実現する技術です。自動車、航空宇宙、産業機械、半導体、医療機器などの幅広い分野で活用されています。
一方、研磨加工は同じく表面を仕上げる加工方法ですが、極めて高い表面品質が求められる製品に主に適用され、美観や衛星面の向上等利用される目的が大きく異なります。研削加工は寸法精度を重視し、研磨加工と比較すると表面品質は粗いと言えますが、それでも高品質な仕上がりが得られることが特徴です。また、機械加工で自動化しやすいため、品質の均一化やコストダウンにも貢献します。
弊社(株式会社大塚製作所)の研削加工の強み
株式会社大塚製作所は、75年以上にわたる治工具専門メーカーとしての実績を持ち、高精度・高品質な研削加工を提供しています。精密な公差管理が求められる治工具製造において、研削加工は不可欠な技術であり、弊社では以下の強みを活かして、お客様のニーズに対応しております。
豊富な研削盤設備
弊社では、最新鋭のCNC平面研削盤やCNC内面研削盤、円筒研削盤やCNC立形複合研削盤など、多様な研削設備を完備し、小型部品から大型ワークの研削加工が可能です。
熟練の研削技術者
研削加工専門の技術者を多数配置し、高度なノウハウを蓄積。厳しい公差や複雑な形状の製品にも対応できる体制を整えています。
幅広い業界とニーズへの対応
弊社の研削加工は、専門性が高い治工具から精密機械加工部品など、多岐にわたる産業分野で活用されています。もちろん、形状加工を含めた部品加工や治工具の設計製作など一貫した案件にも対応、サービスを提供しております。
研削加工のご相談は大塚製作所へ
「高い寸法精度や表面品質が求められる製品の加工でお困りの方」、「研削加工の工程を最適化したい」などのご要望がございましたら、技術相談の段階からでも歓迎いたしますので、弊社までお気軽にご相談ください。
長年の経験と豊富な設備、高い技術力を活かし、最適な加工方法のご提案をいたします。
お問い合わせ
研削加工に関する技術的なご相談から、お見積り依頼まで
お気軽にお問い合わせください

