
外注前に押さえたい!治具とクランプの関係と、依頼で失敗しない設計のコツ

製造現場において、製品の加工精度や作業効率を大きく左右する「治具(じぐ)」。その中でも、ワーク(加工対象物)を固定する「クランプ」部は、安全で高精度な加工を実現するうえで非常に重要な要素となります。特に近年では、加工機の高性能化や多品種少量生産の増加により、治具やクランプに求められる役割も高度化・多様化しています。
一方で、「治具とクランプは同じものなのか?」「どんな種類があるのか?」「どこまでのレベルまでは社内で内製し、どこから外注すべきか」といった疑問を持つ技術者や調達担当者も少なくありません。
この記事では、治具とクランプの関係性や違いを明確にした上で、どのようなシーンでどのようなタイプのクランプ/治具を用いるべきか、製作を外注する場合に注意すべきポイントはなにか? についてわかりやすく、詳細に解説していきます。
お問い合わせ
治具やクランプの設計/製作に関する技術的なご相談から、お見積り依頼まで
お気軽にお問い合わせください
クランプとは?治具との違いや関係性を整理

製造現場では、「クランプ」と「治具」という言葉が頻繁に使われますが、この2つの違いを明確に説明できる人は意外と少ないかもしれません。
まず最初に、それぞれの定義と関係性を整理しておきましょう。
クランプとは何か?
クランプとは、加工や組立の際に、ワーク(加工対象物)を正確な位置でしっかりと固定するための機構部品です。クランプは「固定をする力を出す部品」であって、単体でワークの固定は完結しないことに注意が必要です。
代表的なものにはトグルクランプ、油圧クランプ、ネジ式クランプなどがあり、使用目的や加工機械に応じて多種多様なタイプが存在します。
例えば、フライス加工で穴あけを行うとき、ワークが少しでも動けば精度不良や工具破損につながり、最も重要な安全に作業が出来なくなります。そこで、クランプを使ってワークを固定することで、安全かつ高精度な加工が実現できるのです。
治具とは何か?
一方で「治具(じぐ)」とは、加工や組立、検査などを効率よく行うために使用される補助装置の総称です。
その中には、位置決めプレートやベースプレート、ガイド(ガイドブロック)、固定枠、さらにはクランプも含まれます。
言い換えれば、クランプは治具を構成する部品のひとつであり、治具の中でも「固定」に特化した役割を担っています。たとえば、位置決め治具の中に油圧クランプを組み込むことで、ワークの位置合わせと固定を同時に行うことが可能になります。
クランプとバイスの違い
クランプとよく混同されるものに「バイス」がありますが、これは固定方法と用途の違いで区別されます。
- バイス:主に手動で、回転ネジを使ってワークを挟み込む加工用品。1点固定で汎用的に使える。
- クランプ:用途に応じて多点固定や油圧式などもあり、自動化や専用機への組み込みも可能。
つまり、バイスは単体で使われる汎用工具であるのに対して、クランプは治具に組み込まれてこそ真価を発揮する、構成部品としての色合いが強いのです。
チャックについて
チャックは主に旋盤やマシニングセンタで使われる、ワークの固定に向けた掴む機構のことを指します。
例えば、三つ爪チャックは3つの爪が同時に動き、ワークの外径を均等に掴みます。円筒型のワークを固定するために設備に搭載されている機構です。次に、四つ爪チャック(独立チャック)は、4つの爪が個別に動くチャックとなっており、中心が重心と異なる偏心型のワーク、角物のワークを掴むのに使えます。
役割としては、クランプと似ていますが異なるものであり、この後もチャックは頻出するワードとなりますのでご注意ください。
治具の種類と、クランプの活用例

製造現場で用いられる治具には、用途や目的に応じてさまざまな種類が存在します。それぞれの治具は、加工・組立・検査といった工程でワーク(加工対象物)を適切に固定・保持するために設計されており、使用されるクランプの種類も治具の特性に応じて異なります。
また、「クランプ(締付け装置)」は、これら治具の中に組み込まれる要素であり、単体で治具と呼ばれることは一般的ではありません。とくに位置決め治具においては、「位置決め機構」と「クランプ機構」が別々に設計されるのが基本です。クランプは様々な会社が商品として開発されており、治具メーカーが適切に選定・組み込みを行います。
今回は、金属加工における加工工程に関連する代表的な治具の種類やタイプと、それぞれに適したクランプの使い方について紹介します。
位置決め治具
位置決め治具は、文字通り加工の際にワークを加工する位置や姿勢を正確に決めるための治具です。穴あけやフライス加工、旋削加工などで、加工位置のズレを防ぎ、図面通りの寸法精度(寸法公差)を確保するために用いられます。繰り返し精度(同じ位置に繰り返し固定できる精度)も求められ、精密な部品加工や組立において欠かせない存在です。主に、精密加工/大ロット生産を求められる製品の加工(半導体製造部品・自動車部品等)で大きな役割を果たす存在です。
位置決め治具は、一般に「位置決め機構」と「クランプ機構」の2つで成り立ちます。位置決め機構によって、ワークの位置を正確に決定し、クランプによって固定することで、寸法ズレと加工ミスを防ぎます。ただし、実際の製造現場では、位置決め治具を考えた際に、同一治具の中にクランプが組み込まれることが多いため、混同されやすいことが実情です。
主な位置決め機構
- 位置決めピン
- ストッパー
- ガイドブロック
- Vブロック(円柱ワーク向け)
例えば、治具ベース上のピンやストッパーでワークの原点を正確に出す設計が基本となりますが、ワークが“浮く”ような状態では精度は保証されません。このとき、しっかりと接触面に押し付けるクランプの働きが重要になります。ここで、位置決め治具によく組み込まれるクランプを紹介します。

スイングクランプ
スイングクランプとは、ハンドル(写真の製品ではオレンジの部分)を操作することで、アーム(各製品の突起部)が横に回転(スイング)、一定角度回転した後はアームが徐々に加工し、ワークを上方向から押さえつけます。写真の製品ではハンドル部分が複数パターン存在していますが、ワークを押さえつける機構は同じで、基本的には油圧や空圧などを動力源として用いている場合が多いです。
スイングクランプの利点は、ワークを抑えるアームがワーク外から回り込んでくる構造となっているため、加工面やチャック位置との干渉が避けやすく、ワークを傷つけにくい設計になっていることです。また、ワークの載せ替え(段取り)時にアームが邪魔にならないため、作業効率が良いほか、安全面でもメリットがあります。手作業でクランプ(固定)するときもですが、クランプを小さい力で行えることも効率的で、ロボットアーム等を用いた自動化を前提とした加工現場においても活躍しています。
注意点としては、アームの回転半径には十分すき間(クリアランス)があるように利用しないと、ワークを傷つける可能性があります。
また、クランプする垂直押さえ位置はブレないように、ガイド構造の精度にも気を配る必要があります。
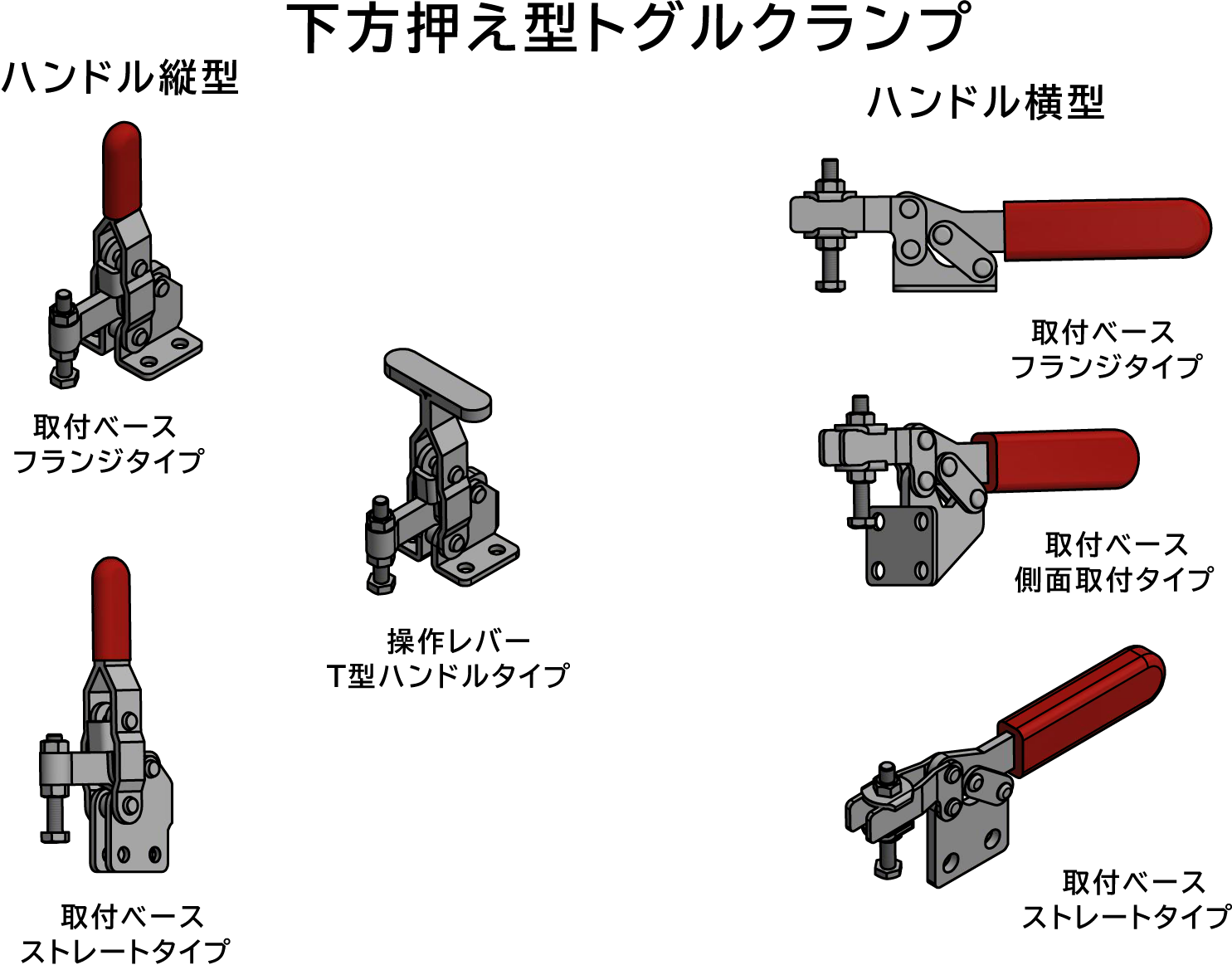
トグルクランプ
トグルクランプとは、リンク機構(2本以上の棒を連結したもの)とカム構造を利用して、手動で、簡単に、高い締め付け力が得られるクランプです。トグル動作(ある位置を越えると一気に締まる)によって、強固かつ安定したロック状態が得られます。基本的には手作業で用いられるクランプです。
トグルクランプのメリットは、まず、スイングクランプと同様ですが、少ない力で確実にワークを固定できるため、小型治具や組立治具など、人手での段取りが多い工程に向いています。また、省スペースかつ安価な点もメリットです。加えて、繰り返し精度が高く、治具間の位置ずれが起きにくいという特長もあります。
一方で、トグル機構には「リンクの遊び」や「ガタつき」が生じやすく、長期使用では締め付け力が低下することがあります。したがって、定期メンテナンスや交換前提の設計が求められます。また、使用者の操作方向とワークの逃げ方向が一致しないと、クランプ力が不足することや歪みの原因となってしまう恐れがあるため、作業者にとっては適切なクランプの選定、治具にトグルクランプを組み込む場合には、人間工学的な考慮をした設計が必要です。
クランプ治具
クランプ治具は、位置決め治具を用いて正確に位置・姿勢を決定した後に利用する治具で、加工中の振動や反力によってワークが動いてしまうのを防ぐための治具です。正しく言うのであれば、先ほど説明したスイングクランプやトグルスタンプも、クランプ治具の一種であると言えます。特に、フライス加工や旋削加工、中ぐり加工、難削材を加工するなど、切削負荷が大きい加工を行う場合には、クランプも強固な締め付けが求められます。(材質の特性等に基づいて適切なトルクを設定する必要があります。)
それでは、クランプ治具として広く認識されている治具を紹介いたします。
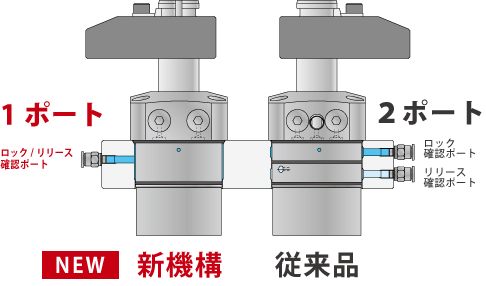
油圧クランプ
油圧クランプは、油の圧力を利用してワーク(加工物)を高い力で固定する装置です。見た目は比較的小型ですが、その内部には油圧ピストン(シリンダー)が組み込まれており、動力源からの油圧によってクランプアームが作動します。
外見は、シンプルな円筒形やボルト状の小さなクランプですが、クランプ単体で作動するものではなく、以下のような油圧システムを要します。
- 油圧ポンプ(圧力源)
- 油圧ホース・配管
- 流体制御用バルブ
- 油圧タンク、圧力センサー、安全弁等...
このように、油圧クランプは「単体の部品」ではなく、油圧でワークを固定するシステムの一構成要素とも言えます。配管を用いて油を供給・排出されることで、クランプが開閉します。
油圧クランプのメリットは、まず、高トルク・高荷重の固定を安定して行う事が可能なことです。繰り返し作業でも安定した品質の加工が行えます。また、自動化・省力化を行うラインへの組み込みとも相性が非常にいいです。多点クランプでも一括で締め付けることができます。
一方で、注意点として配管経路の設計には気を付ける必要があります。油圧ホースが製造工程に関わる他の構造物に干渉してしまうと、ホースの破損等による事故につながる可能性もあります。また、適切に設計しないと、摩耗や熱の発生の恐れもあります。したがって、保守性や安全対策もしっかり行いましょう。高圧機器ではあるため、確認の仕組み・圧力センサ等の導入の検討の余地もあるほか、ホースなどの消耗品の交換が容易な設計を行えるとベストです。
次に、クランプの締め付け方向も、ワークの反力方向(加工応力方向の向き)と一致させるように設定させることはマストです。
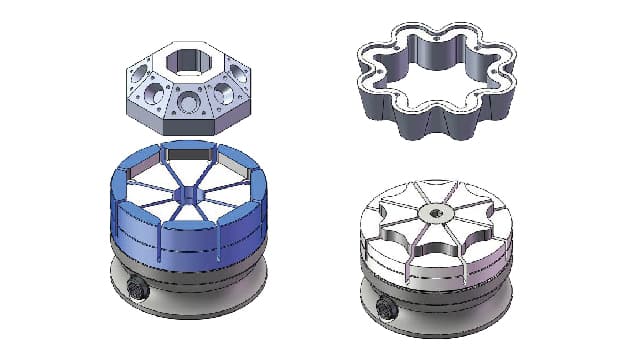
エキスパンションクランプ(マンドレル、フォームクランプ)
エキスパンションクランプ、フォームクランプは、マンドレルと呼ばれる下側の機構に差し込み、油圧・空圧等を用いて拡張、あるいは締め付けることでワークを固定することが可能なクランプです。
エキスパンションクランプは旋削加工に用いるもので、内径にクランプを入れ込み、拡張させてワークを固定させることができ、回転軸に対する同心度を保った加工が可能です。これにより、精密な外径切削や端面加工が可能です。
今回はフォームクランプと呼びますが、こちらは外径側から押さえて、円筒状のワークを固定するためのクランプです。
エキスパンションクランプ・フォームクランプのメリットは、シンプルかつ低い工数でのクランピングが可能であり、熟練技術を要さず、再現性の高い段取りができ、工程の標準化に貢献します。また、チャック等を用いた固定で生じた三点支持の段付き誤差と比較して、支持点が多いため、誤差の大幅な抑制が可能です。また、ワークの外周が完全に自由になることで、内径・外径全周の加工を自由度高く行うことができ、複雑形状の加工にも最適な選択肢であると言えます。
注意点としては、薄肉ワークにはクランプ力によりますが変形リスクがあるため、材質と肉厚に応じた適正トルク・面圧設計が必要です。また、マンドレル(拡張部)の繰返し精度が下がることを防ぐために、高硬度材での焼き入れ処理などの検討は重要です。加えて、ワーク/製品の形状によっては、基準が不安定な場合もあるため、事前の精度チェックが必要不可欠です。

マグネットクランプ(マグネットチャック)
マグネットクランプは、主に研磨/研削盤や射出成形機等で用いられ、金型やバイスを固定するために利用される製品です。間接的にクランプの役割を果たす製品となり、マグネットチャックと呼ばれる場合もあります。
外径研削やケガキ作業を行う際には、Vブロックと呼ばれる、円筒型ワークを90度のV形状で受け、左右方向のズレや転がりを防ぐ構造を持ち、ステンレスやシャフト類の芯出しに適しています。そして、マグネットクランプ部が、ワークとVブロックとの間に磁力を発生させ、ワークを上から押さえるのではなく、吸着によって固定します。他のクランプのような固定機構が入りにくい小物部品や曲面部品の固定に有効な手段です。
メリットとしては、段取りが非常に速いこと、磁力による保持になるため、ワーク/製品傷を付けにくいということが挙げられます。加えて、磁力による保持により、ツールパス(工具の可動範囲)の自由度は高く、干渉リスクが少ないことも挙げられます。
注意点としては、磁力を用いますが、磁力の偏りが生じることがあり、吸着が均一でないと、ワークがわずかに傾く危険性があります。この場合、各種加工の際の精度や芯だしに影響を及ぼすため、磁力分布のチェックやテスト加工の実施が必須です。次に、吸着力が強すぎてしまっても、ワークがVブロックから浮き上がってしまう現象が生じてしまう場合があります。これは研削時には削りすぎの原因にも繋がるため、接触面を面で取るのではなく、”線”あるいは”点で”保持する工夫が必要です。
さらに、熱による変形の考慮も必要です。磁力による吸着の場合、熱応力が蓄積されてしまった場合に、精度不良や寸法ズレの原因になります。そのため、治具設計の段階で、傍聴の逃げや、熱対策は深く考慮する必要があります。

デルフィンクランプ(3Rクランプ)とは?
デルフィンクランプは、ワークの迅速な着脱と高精度な位置決めを両立できるクランプ機構の1つです。特に、3R(スリーアール)システムなどに代表される、精密加工用の基準治具システムと組み合わせた使用をされることが多く、メカニカルな機構が特徴です。
主なメリットは、何よりワンタッチ着脱による低工数と精密な繰り返し位置決め精度を実現できることです。高い真円度・同心度・平行度の機械加工が実現できます。加えて、精密加工に特化しており、長期間の使用においても治具のへたりが無く、メンテナンス性にも優れています。
特に、高精度マシニングセンタを用いた精密機械加工工程や、複数個取りやワークの頻繁な段取り替えが必要な場合、サブミクロンレベルの精密加工を行う検査工程や試作工程において用いられます。自動車業界や医療業界、半導体製造装置部品の製造等にて高いスペックを発揮します。
デルフィンクランプシステムの注意点としては、クランプのベースプレートとの精度管理がかなり重要です。ベースプレート側の面粗度が高い場合や歪みがある場合は、精密加工の実現はできません。したがって、ベースプレートの加工の際の精度確保の必要があります。次に、クランプ力は均一化されているかのチェックは重要です。偏った締め付けを行わないよう、できるだけワークの重心に近い位置で固定を行うことが重要です。
ここでは、部品加工によく用いられるクランプの一部をピックアップして紹介しました。繰り返しますが、クランプはワーク(加工対象物)を固定するために用いられる治具を構成する一部品であり、位置決めピンやベースプレート、ガイドブロックなど他の部品と組み合わせて、加工精度の向上を実現します。特に、ベースプレートはクランプ自体を据え付けるケースが多く、ベースプレートの品質も治具の高品質化に重要な要素の1つです。ここで、ベースプレートに関しては、当社が別の記事も掲載しておりますので、もし役割や重要性を気になる方はぜひご覧ください。

ベースプレートの重要性とは? 精密機械加工での活用事例と製造技術
ベースプレートは製造業、精密機械加工において加工精度や品質を左右する重要な部品の1つです。本記事ではベースプレートの設計・加工のコツを事例を含めて解説します。
お問い合わせ
治具やクランプの設計/製作に関する技術的なご相談から、お見積り依頼まで
お気軽にお問い合わせください
治具製作におけるクランプに関する知見の重要性

治具は、製造現場での寸法精度の確保や作業効率の向上に欠かせない要素です。
そして、その治具の中でも「ワークの固定」を担うクランプ機構は、治具性能を左右する重要な構成要素のひとつであり、多種多様な種類が存在します。したがって、高精度な治具の設計/製作には製品形状や材質、加工工程に応じて適切なクランプ方式を選べる豊富かつ高度な知識と経験が求められます。
もし、自社に対応できない治具の製作が求められる場合、治具製作を外部に依頼することも有効です。治具設計/製作の専門メーカーはクランプに関する知見を活かした提案や対応を受けることができ、以下のような大きなメリットが得られます。
専門的な設計力と製造ノウハウを活用できる
説明した通り、クランプにはスイングクランプや油圧クランプ、エキスパンションクランプなどさまざまな種類がありますが、高精度な部品加工を実現する為には、加工するワークや製品の形状、材質、工程の内容、利用設備等、非常に幅広い内容を網羅して、適切なクランプを選定・配置する必要があります。
この課題に対して、専門業者であれば、クランプの選定や荷重の分散設計、干渉の回避、耐久性まで含めた最適設計が可能で、社内の設計では対応しきれない可能性が高い課題を解決することができます。
社内リソースを有効活用できる
上記の通り、クランプを含む治具の設計/製作には幅広い情報の検討を要するため、人的リソースと時間を要します。加えて、内製する場合には、工作機械も利用することになるため、従来業務に支障をきたしかねません。
そこで、治具設計・製作を外注先に依頼すれば、社内のリソースを本業に集中させることができ、業務効率の最適化とスピード感のある対応が可能になります。特に、クランプを含む治具では、仕上がり精度や操作性に関して想定外の課題が発生しやすいため、外注先のノウハウが大きく活きてきます。
コストの最適化と納期対応の柔軟性が得られる
クランプ機構が絡む治具は、構造が複雑化しやすく、材料費や加工工数、組立の手間がかかりがちです。一方、専門業者であれば製造実績も豊富であり、VE(Value Engineering)を切り詰めた、必要な機能を維持しつつ、コストダウンを図る設計提案が可能です。
たとえば、「締付け力が高すぎてワークが変形する」といったトラブルを防ぐための構造変更や、段取りを効率化するためのクランプ位置の最適化といった改善が見込めます。
また、豊富な実績と社内設備を有する外注先であれば、設計変更や短納期の要求にも柔軟に対応でき、製品開発のスピードを落とさずに治具の供給が可能です。
このように、治具製作においてクランプの知見は、製品の品質・コスト・納期に直結する重要な要素です。専門業者に依頼することで、単なる「固定具」ではなく、生産性向上や品質安定に貢献する治具を実現することができます。
なお、当サイトを運営する『株式会社大塚製作所』は治工具製作の専門業者として、75年以上の歴史がございます。幅広い業界の治工具の製造依頼を頂いており、自動車や工業機械メーカー様から、部品メーカー様まで工数低減や品質向上を実現する治具の設計・製作を行ってきております。油圧クランプやトグルクランプ、デルフィンクランプなど幅広いクランプを組み込んだ治具の製作実績がございます。
治具製作を依頼する際の注意点と流れ
治具製作を外注する場合、単に図面を渡して加工依頼をするだけでは、満足のいく製品には仕上がりません。治具の用途や要求精度、設置環境などの条件を外注先としっかり共有し、設計から納品までの流れを明確にしておくことが、高品質な治具を短納期で手配するためのポイントです。
ここでは、治具製作を外注する際の一般的な流れと、注意すべきポイントについて解説します。
治具製作を外注する際の一般的な流れ
初期打ち合わせ・仕様のすり合わせ
まずは、ワークと製品の形状や寸法、治具の使用目的、設置環境、ロット数などを整理し、明確にします。図面データは可能な限り、外注先にも共有してください。そうすることで、適切なクランプの選定、操作性や安全性等を専門業者が設計してくれます。可能であれば3Dモデル、CADデータなどまで共有すると、よりスピーディに治具の設計が進められます。
治具仕様の合意と、見積もり及び工程計画
専門業者より治具の設計仕様が共有され、合意が取れれば、見積りが行われます。設計と共に行われるケースも多いです。また、治具の製作期間も必要なため、専門業者ともよく確認を行ってください。治具の検査基準、必要な書類(検査成績書、操作手順書などの種類やフォーマットの規定)なども事前に合意を取る必要がありますので、専門業者ともよく確認を行ってください。スケジュールにはある程度バッファ(余裕)を持たせる事が必要で、特に短日程で行う場合には、製造プロセスの間に確認を複数回はさむように設定を行うなど、しっかりとした確認・準備を行う事が重要です。
治具の製作の開始・中間確認
仕様やスケジュール等が合意され、正式発注後に外注先で治具の製作が開始されます。必要に応じて、設計や動作のチェック、モックアップの確認等を行い、フィードバックを行う事で治具の品質向上が望める場合もあります。また、設計変更や仕様の見直しの発生も治具の製作では比較的多いため、迅速に対応できる連絡体制をあらかじめ構築しておくことが無難です。
完成・検査・納品
治具が完成したら、外観・寸法・機能等の最終確認を行います。クランプ機構については、設定値や動作/制御の手順を専門業者に確認しておくといいでしょう。また、納品後に調整やメンテナンスが必要になってしまう場合もあるため、再調整や修正対応の可否は事前に確認しておきましょう。当社では、製作した治工具についてはアフターサポートまでを前提としてサービスを提供しております。
治具外注を行う際に注意すべきポイント
あらためて、治具の設計製作を外注する際に気を付けるべきポイントを整理します。
設計意図を正確に伝える
目的や使用条件が曖昧なままでは、形状や構造が治具に適切に反映されません。特に、「どのような加工や検査に使うのか?」「このクランプを使って効率化したいのだが」など、お客様が想定している前提を明示することが重要です。
図面情報の明確化
公差や寸法、固定(クランプ)位置など、判断に必要だと思わしき部分は補足資料を添えてしっかり伝達することが大切です。図面に手書きやマーカーでも構わないので、可能な限り豊富な情報を外注先に提供しましょう
納期と品質基準の調整
「いつまでに必要か」、「どの精度が必須要件か」は必ず伝え、設計上のリスクを共有します。そのためには、治具の製作にあたって検査成績書の要否や、三次元測定の必要性等も初期段階から伝えることが望ましいです。
クランプ部の設計と調整
クランプは後付けが容易に行える部品ではなく、治具全体と一体で考えるべき重要な構成要素です。したがって、ワークへの応力のかかり方や、ツールや設備の機構などに対する干渉の有無は設計から考慮できるよう、双方で検討しましょう。
当社の治具の製作事例
当社は75年以上治具・治工具の専門メーカーとして事業を行っており、豊富な設計/製作実績を有しております。ここで、当社が製作した治具の一部をご紹介いたします。
精密機械加工向け 3Rデルフィンクランプシステム

| 材質 | 主にSS材 |
| サイズ | ニーズに合わせて調整 画像は高さ42×奥行き400×幅1400のデルフィンクランプ組付プレートを2個連結 |
| 開発期間・納期の目安 | 受注より1.5ヵ月 |
| 公差レベル | 平坦度0.02以内、穴ピッチ±0.02以内 |
半導体製造装置の部品製造など精密機械加工部品の製造に利用する治具(デルフィンクランプ)組み込みのベースプレートとなります。
高い位置決め精度を保持したままワンタッチ段取りを実現し、大幅な工数短縮が見込める本製品ですが、精密機械加工に用いられる性質上、ベースプレートの平坦度、デルフィンクランプ組み込み箇所の内径に厳しい寸法公差が求められるため、弊社の強みであるジグボーラー加工と研削加工の双方を存分に活かした製品となります。
建機業界向け 油圧クランプ加工治具

| 材質 | S50C |
| サイズ | 奥行500mm×幅500mm×高さ700mm |
| 開発期間・納期の目安 | 設計から組み立てまで3カ月 |
| 公差レベル | ±0.02 |
建設機械メーカー向けに製造した油圧クランプ治具となります。
建機メーカー様での部品加工にて利用される為、穴ピッチ・平坦度/平行度に高い精度が求められ、±0.02の公差にて製造しております。当社の持つ豊富な研削盤・ジグボーラーを活用することで製作が実現できています。また、形状として、空洞部分が大きいため、加工時の歪みを防ぐために、治工具専門メーカーとしてこの製品のための治工具も活用し、製造した製品です。
一般産業向け マニホールド加工治具

| 材質 | 複数金属材料 |
| サイズ | 450×450×550[mm] |
| 開発期間・納期の目安 | 受注より約3ヶ月 |
| 公差レベル | 直角度、平行度、平坦度 0.02以下 |
本製品は、一般産業向けに製作したマニホールドの加工に向けた治具となります。マニホールド(流体分配装置)の製造に用いられる治具となるため、直角度・平行度・平坦度すべてを0.02[mm]以内に設計・製作を行い納めた製品です。
材質がSKD61(ダイス鋼)で高硬度の材料となりますが、研削加工の適性が活きる材料とも言えます。摺動面を持つため高い表面品質が求められた上で、直角度・平行度共に高い基準で求められたため、6面研削、内径研削を実施しており、高い精度と機能性、耐久性を実現しました。
まとめ:治具とクランプの理解が、加工精度と生産性を大きく左右する

治具とクランプは、精密機械加工の現場において、製品の品質や生産性そして安全性を支える重要な存在です。
特に、クランプは「ワークを固定する」という大きな役割を担い、その選定・設計次第で加工の再現性や安全性、作業効率を大きく左右するため、製品コストに直結します。
クランプには、スイングクランプ、トグルクランプ、油圧クランプ等様々な種類が存在し、用途に合わせて適切な選定を行う必要があり、最適化が実現できれば自動化・省力化、高品質な部品加工を可能にします。
しかし、クランプを含む治具の設計には技術者・設備等の大きなリソースを必要とします。もし、内製化が難しい場合には、クランプ・治具の設計/製作の専門メーカーに依頼することで、製品の設計・コスト・納期等あらゆる最適化が図れます。
治具製作の成功は、単に図面を描いて加工するだけではありません。今回スポットを当てたクランプの種類や配置、固定方向や応力分散といった細部までを考慮する必要があり、それには高い専門性が求められます。
当サイトを運営する私たち株式会社大塚製作所では、治具とクランプを一体的に捉えた、精密な治具の設計・製作を通じて、数多くの現場の課題を解決してきました。もし、治具やクランプに関してお悩みのことがあれば、ぜひお気軽にご相談ください。
お問い合わせ
治具の製作に関する技術的なご相談から、お見積り依頼まで
お気軽にお問い合わせください

