
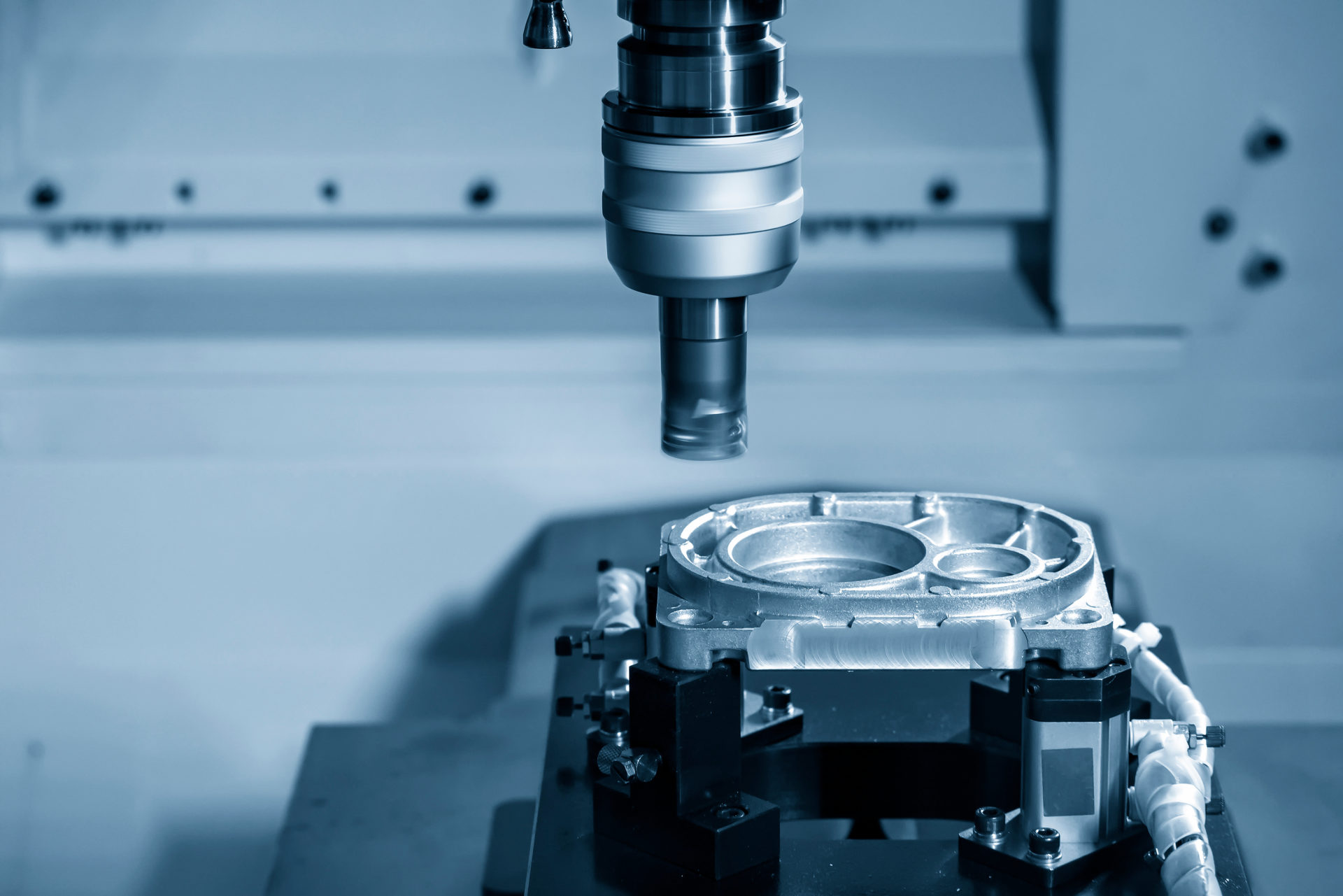
鋳物の切削加工が難しい理由とは?加工のポイントなどを専門メーカーが解説!

鋳物とは、砂型鋳造やダイカスト鋳造をはじめとした、金属を高温で溶かし、鋳型と呼ばれる型に流し込み、冷却・固化させることで特定の形状を製造する金属加工法です。鋳物が製造される工程を鋳造と呼び、製造された製品は自動車や航空機、鉄道などの輸送部品や産業機械部品、医療機器など、幅広い分野で使用されています。
しかし鋳物の多くは、製品の精度や仕上がり面が使用目的に十分に対応できない場合が多いため、二次加工で切削加工を行うことを前提に製造されています。一方で、鋳物の切削加工は非常に難しく、豊富な経験と高度な技術及び設備面の整備が必要不可欠の為、鋳物の二次加工を行う企業は年々減少傾向にあります。
今回の記事では、鋳物の切削加工がなぜ難しいのか、その理由と鋳物の切削加工における注意点・ポイントを、鋳物の切削加工の豊富な加工実績と75年以上の治工具専門のスペシャリストである株式会社大塚製作所が詳しく解説いたします。
はじめに:鋳物とは?~基礎知識~
鋳物は、高温で融解した金属を「鋳型」と呼ばれる製品に合わせた型に流し込み、冷却して固めることで、目的の形状を作り出すことができる金属加工品です。また、鋳物は複雑な形状を一体成型でき、耐久性に優れていることから、多様な工業製品に使用されています。主要な用途としては、ホイールやエンジンブロックなどの自動車部品、鉄道車両の車輪やブレーキ、工作機械のフレーム、発電所のタービンハウジングなど、剛性や耐熱性・耐久性が求められるような部品として使用されています。また、製造したい形の鋳型さえ完成していれば、複雑な形の製品も大量に生産できるため、複雑形状の大量生産を効率的に行うことも可能です。
鋳物で形状生産をする事で、削り出し品に比べ切削箇所の削減と材料費抑止にもなります。
鋳物には求められる特性やその用途によって様々な材料で製造されており、主に鉄やアルミニウム、銅、鋼などが材料として使用されています。それぞれの材料には特性が異なるため、製品の品質や性能によって適切な選定が求められます。
また、鋳造には、製品の形状や使用する材質、要求される精度、製品の用途、量産性などに合わせて様々な技法があり、製品により最適な技法を選択する必要があります。以下は主要な鋳造方法です。
- 砂型鋳造(サンドキャスト)

砂型鋳造は、砂を固めた「砂型」と呼ばれる鋳型を使用し、その中に溶けた金属を流し込み鋳物を作る技法です。最も古典的で汎用的な鋳造技法で、鋳型に柔軟性があるため、複雑な形状や大きな部品の製造など形状の自由度が高く、比較的コストもかからないためコスト削減ができます。
一方で、砂型を壊して鋳物を取り出すため大量生産には向いていません。また、金属の凝固速度が他の技法と比べ遅いため、鋳物の強度は落ちてしまいます。砂型鋳造による鋳物は表面が粗くなるため、製品の用途によっては表面の仕上げ加工などの二次加工が必要な場合があります。
- 金型鋳造(ダイカスト(ダイキャストとも呼ばれる)など)

金型鋳造は、耐熱合金鋼などでつくられた金属型を使用し、溶けた金属を型に注入する技法です。金型が繰り返し使用できるため、製品に合わせた金型さえ製造してしまえば、大量生産が可能です。また、金属の凝固速度が速いため、強度などの性能が優れています。①の砂型鋳造と比べ、寸法精度が高く鋳物が滑らかできれいな表面で製造できる特徴があります。
ただし、金型製作が必要な為、金型製作コストがかかり、結果的に鋳物の製造コストが上がってしまいます。
- 連続鋳造

連続鋳造は、鋳型に連続的に金属を注入し、金属を鋳型の底から固化させながら引き出し、圧延することで帯状の鋼片を製造する技法です。一定の品質を維持しながら、長尺や大型などの特定の単純形状を効率的に製造することが可能です。
鋼片は「棒材用のビレット」「形鋼用のブルーム」「板材用のスラブ」に分けられます。また、このビレットは二次加工により、棒材や線材、形材、管材と呼ばれる半製品に加工され、工業製品の材料となります。
また、工業製品として用いられる鋳物の多くは、基本的に二次加工として「切削加工」や「板金加工」「プレス加工」を必要とするため、鋳造では二次加工を行う箇所を図面よりも数mmほど厚みを増やすなど、次工程を考慮した状態で製造されています。鋳物加工だけでは再現できなかった複雑な形状やさらに精度を求められるような金属加工品では、切削加工を行うことが必要とされているのです。
ここで、鋳物に二次加工(切削加工)が必要な理由を詳しく見ていきましょう。
- 鋳物に切削加工が必要な理由

金属鋳物は大半の場合、鋳造だけでは製品の精度や仕上がりが使用目的に十分に対応できない場合が多いため、マシニングや旋盤などで切削加工(二次加工)を行います。
鋳物に切削加工がなぜ必要になってくるのか、具体的な理由や事例を挙げて詳しく見ていきましょう。
- 寸法精度の向上のため
鋳造工程では、型の収縮や変形、金属の冷却・固化のタイミングで製品の収縮や変形など誤差が生じます。その誤差は切削加工のみの工程と比べ発生しやすく、鋳造工程だけでは寸法精度をクリアすることは難しいです。そのため、精度が求められる部品については、鋳造工程後に切削加工を行い、必要な寸法精度や設計通りの形状を確保し、製品の品質を向上・担保する必要があります。
- 表面の仕上げが必要なため
鋳物は砂型や金型などの鋳型の材質や製造方法により、表面状態が鋳物に反映されるため、表面に粗さが残る傾向があります。製品の用途によっては、滑らかな表面が求められる場合がありますので、研磨や面削り加工などの仕上げ加工で表面を平滑に整える必要があります。
- 機能性を追加・確保するため
鋳物だけでは実現できない特定の寸法の穴加工や特殊形状の溝加工などの構造がある場合、二次加工が必要になります。例えば、ボルトやネジを固定するためのねじ穴や貫通孔を作るためや、部品の接合部がしっかり密着するように平面や溝を加工するなどの平面加工が必要になる場合に切削加工を行っています。また、鋳物製品は他の部品と組み合わせて製品となることが多いため、組立工程の適合性・効率性を高めるためにも二次加工行う必要があります。
- 不良の改善のため
鋳造工程では内部や表面などに様々な欠陥が生じる可能性があり、それを改善するために二次加工が必要になります。例えば、融解金属内のガスが抜けきらずに生じる気泡(ブローホール)や不純物の混入によるスラグ、金属の冷却時の収縮による鋳巣など、鋳物の強度や耐久性を損なう可能性がある不良が生じる場合があります。こういった不良は、非破壊検査などで欠陥を検出し、必要に応じて溶接による補修や機械加工を行います。また、熱処理による強度の補強や表面処理による防錆対策も重要です。
二次加工を行うことにより、鋳物製品の強度や信頼性が向上し、最終製品の安全性や加工性を高めることができるため、鋳物の二次加工は製品の品質の確保をするためには欠かせない工程と言えます。
弊社ではこうした二次加工を得意としており、豊富な経験と多数の加工実績を保持しております。また、切削加工だけではなく、一段上の精度を求められる研削や研磨といった機械加工も行っており、鋳物製品の品質と寸法精度の改善といった鋳物には欠かせない加工を一貫でお任せできます。
鋳物の切削加工が難しい理由とは?

鋳物製品は前述した通り、寸法精度の向上や機能性の追加などの様々な理由により、切削加工などの二次加工が重要な役割を果たしています。一方で、鋳物の切削加工は高度な技術や豊富な経験が必要となる非常に難しい工程と言われています。鋳物の機械加工を行う金属加工メーカーは年々減少しており、調達担当の方では鋳物の加工依頼を断られた方も多いのではないでしょうか?
では、どういった点が鋳物の切削加工を難しくしているのでしょうか?以下に代表的な理由を詳しく解説していきます。
- 鋳物加工時の切粉が機械や作業環境に悪影響を与えるため
鋳物の切削加工を行う上で一番の懸念点となる理由が「鋳物の加工時に発生する切粉」です。鋳物の切粉はパウダー状で他の金属の切粉に比べ、非常に細かく舞いやすい特徴があります。この切粉は部品や工作機械の隙間などに入り込み、目詰まりや摩耗の原因となり、不良や機械の故障・劣化、工作機械の短命化に繋がります。
また、切粉は工作機械だけでなく、作業環境にも悪影響を及ぼします。鋳物の非常に細かい切粉を吸い込むことにより、作業者の健康被害に繋がる可能性もあり、さらには、加工中の他の製品への付着へも注意が必要となります。そのため、鋳物の切削加工を行う際は、最適な作業環境の確保と正しい知識による配慮が必要となります。
- 支給される材料ごとに品質のバラつきがあるため
鋳造加工の特性上、鋳造加工を行う会社ごとに製品の品質の差が異なります。また、同じ会社でも異なるロットでも品質にばらつきが発生するのが一般的です。こういった不均一性は切削工具への負担が大きくなり、工具寿命が短くなってしまうため、鋳物の二次加工はバラバラの品質ごとに加工を考慮し、要求される寸法精度を整える必要があり、品質を一定に保つための高い技術力と豊富な知見が必要になります。
- 専用の治具を製作が必要となるケースが多いため。
鋳物加工の際には、鋳物は一般に形状が複雑で凹凸部を含むことや、炭素含有量が多いため硬くて脆く変形が生じやすいため、専用の治具製作が求められるケースが多いこともリスクの一つとしてあげられます。一般的な金属材料の固定に利用しているバイスやクランプを鋳物の加工時に利用してしまうと、ワークが浮き上がってしまったり、ワークの変形を起こしてしまう、十分な固定を行えないまま加工してしまい、加工精度が低下してしまうことが起こります。したがって、鋳物の切削加工を高精度で行う場合には、形状や材質の特性に柔軟に対応できる専用治具の開発が求められるケースも多く、結果として、その他材料の切削加工に比べ、工数が増え、全体的なコストが上がることが懸念されます。
- 鋳造不良による加工ロスの懸念があるため
鋳造不良による加工ロスも鋳物の切削加工を難しくさせる要因の一つです。切削加工を行っている最中に鋳巣、割れなどといった鋳造不良が見つかった場合、その鋳物は製品として使用することは難しく、今まで行っていた切削加工の工程がロスとなってしまいます。鋳物の切削加工はもともと難しい上に、高度な技術が必要な加工であるので鋳造不良が発生してしまうと大幅な歩留まりが起きてしまいます。
歩留まりとは、材料の投入量に対し、実際に生産された数量の割合を指し、製造現場においては生産性や効率性の優劣をはかる目安のため、歩留まりの向上は生産性の改善活動の一環となっています。
以上のことから、鋳物の切削加工には豊富な経験と高度な技術力、また、最適な作業環境の整備が必須であり、考慮すべき点の多さから鋳物の切削加工(二次加工)を行うことは非常に難しく、行う企業の低下が著しいのが現状です。
鋳物はその特性上、大量生産やコスト削減効果に長けています。これらの課題をしっかり理解し、適切な加工条件の設定や課題解決のための技術の活用などを導入することで、高精度で品質が均一に保たれた製品の製造を可能になります。
鋳物の切削加工の工程とそれぞれの加工ポイント

鋳物の切削加工は、材料の特性や前述した注意点を考慮しつつ、最終製品の形状や精度を実現するために段階的に行われております。以下は一般的な鋳物の切削加工の工程です。
- 荒加工
鋳物の切削加工の最初の段階では、精度を高める前段階として荒加工でワークを削り取ることでおおまかな形に整えていきます。
エンドミルやフェイスミルなどを使用して不要な部分を大きく削り取り、設計通りの最終形状に近付けていきます。この段階ではまだ表面は粗く、精度もまだ求められていません。
POINT
鋳物の硬い皮膜(スケール)が工具の摩耗の原因になるため、耐摩耗性の高い工具を採用したり、切削速度や送り速度などの加工条件を材料の条件に応じて調整する必要があります。
- 中仕上げ加工
次の工程は中仕上げ加工です。中仕上げ加工では、荒加工で形成された不正確さをさらに整え、製品の精度を向上させるための重要な工程です。金属は温度変化による寸法の変化が生じるため、荒加工の切削熱で変化した寸法を整えたり、びびり痕などの切削痕の除去など次の工程で影響がありそうな部分をこの段階で切削します。また、穴あけや面加工なども実施することで製品に特定の特性を追加する加工も行います。
この工程では、精度を高める加工を行いますが、完成までは完了させません。次の工程で仕上がりを向上させるための加工を行います。
POINT
鋳物の特性上、硬度のバラつきが発生するため工具摩耗に大きな影響があります。また、切削面の品質を向上させるため加工条件や適切な冷却液の使用など考慮する必要があります。
- 仕上げ加工
最後の仕上げ加工では、高精度な寸法と滑らかな表面仕上げ加工を行います。ここでの寸法精度は最終的に0~0.01mmの範囲になるよう調整します。設計通りの寸法に限りなく近付けるため、専用の機器を使用し、最後には品質に問題がないか品質検査を行います。この加工段階ではダイヤモンドやセラミック製の工具を使用した精密加工を行います。
POINT
加工速度を落とすことで表面精度を優先することが重要です。また、工具の摩耗が仕上がり制度に影響するため、工具の管理は徹底する必要があります。また、切削液を使用して加工する場合、鋳物の非常に細かい切粉の飛散を抑えるため、養生やフィルターを設置する必要があります。
鋳物の切削加工は、鋳物特有の硬度や内部欠陥などの素材特性を考慮し、こうした特性の影響を最小限に抑えた加工が必要です。こうした加工は、それに応じた最適な工具の選定や加工条件の最適化が重要です。また、冷却液や作業現場の整備など加工以外の考慮をすることで、安全で品質が保たれた鋳物製品を製造することができるのです。
弊社は、こうした鋳物の加工に関して、豊富な経験と加工実績を保有しています。厳密な寸法精度と表面品質、安全性に考慮した鋳物加工が求めらる中、弊社では製造した加工品について、大変ありがたいことに納品先のお客様から「品質が保たれている」、「短納期かつ精度が高い」などの好評のお声を頂くことがあります。これは、鋳物の切削加工に関して、適切な治工具・工具の選択や綿密な加工条件の設定を施しているからなのです。
弊社所有の設備のご紹介

弊社は鋳物の切削加工でも複雑形状にも対応できるような、5軸マシニングセンタを保有しております。通常のマシニングセンタでは実現できない複雑な形状や、工程が多くなってしまうような加工も弊社保有の5軸マシニングセンタにより、加工工程を集約し納期を大幅に短縮することが可能となります。また、加工コスト低減にも大きく寄与することができるため、お客様には大変ご満足いただいております。
また、汎用機から最新鋭、幅広いサイズに対応できるマシンを取り揃えているため、ご依頼内容や製品の要求精度に応じた最適な設備と工程の合理化した製作方法をご提案することが可能です。鋳物の切削加工(二次加工)でお困りのことがございましたら、お気軽に弊社までお問い合わせください。
弊社は、鋳物加工の豊富な加工実績と高精度の製品の提供ができる設備群を完備しております。下記の表は弊社が保有する設備(一部)です。多品種・小ロットはもちろんのこと、試作のみのご依頼も承っております。鋳物の加工がゆえ、二次加工をお断りされている方も多いと思われます。弊社ではこれまで培ったノウハウと高精度の加工実績で対応いたします。ご安心してお問い合わせください。
弊社が保有する設備群(一部)
| 型式 | 名称 | 能力(単位:mm) | メーカー | 台数 |
|---|---|---|---|---|
| DMC125UduoBLOCK | 5軸マシニングセンタ | X1250×Y1250×Z1000 | DMG森精機(株) | 1 |
| MA-650VB | 立型マシニングセンタ | X1530×Y660×Z610 | オークマ(株) | 1 |
| MC-6VA | 立型マシニングセンタ | X1260×Y630×Z600 | オークマ(株) | 2 |
| MB-46VAE | 立型マシニングセンタ | X762×Y460×Z460 | オークマ(株) | 1 |
| MX-45VAE | 立型マシニングセンタ | X762×Y460×Z450 | オークマ(株) | 1 |
| MA-600HB | 横型マシニングセンタ | X1000×Y900×Z1000 | オークマ(株) | 1 |
| PSG-157 | 平面研削盤 | X1400×Y550×Z700 | (株)岡本工作機械製作所 | 1 |
| PSG158CH-iQ | 平面研削盤 | X1400×Y800×Z520 | (株)岡本工作機械製作所 | 1 |
| GUP30X100 | 円筒研削盤 | 外径φ300×1000 | (株)豊田工機(現:(株)ジェイテクト) | 1 |
| T-1253 | 内面研削盤 | 内径φ300×300 | 東洋工業(株) | 1 |
弊社の鋳物加工事例
次に、実際に弊社の製品事例から、鋳物の切削加工を行った事例をご紹介します。
- 産機メーカー向け加工テーブル

| 用途 | マシニングセンタ用テーブル |
| サイズ | 400×400×70[mm] |
| 開発期間・納期の目安 | 材料支給から約1カ月 |
| 公差レベル | 平坦度0.005、穴ピッチ±0.005 |
本製品は産業機械メーカー向けに製造した、マシニングセンターに搭載されるテーブルとなります。
本製品は、マシニングセンターにて利用され高精度な加工、位置決めを実現するためのテーブルになるため、公差レベルが非常に厳しく、弊社が得意とする多種研削加工やジグボーラーによる精密加工にて、平坦度0.005, 穴ピッチ±0.005にて仕上げております。納入メーカー様の主要マシニングセンターに搭載され、人の目にも触れる部分であることから、美観性も重要視され、傷レスにて仕上げました。
弊社ではこのほかにも、多数鋳物の切削加工の加工事例がございます。難しい鋳物の切削加工や人手不足での短納期なご依頼など、様々なお悩みにご対応いたします。長年培ってきたノウハウと高い技術力、多様なサービスでお客様のご相談に柔軟かつ真摯に対応させていただきます。他社様で断られたような鋳物加工もお受けできる可能性がございますので、お気軽にご相談・お問い合わせください。
鋳物加工が難しい理由とは? まとめ
本記事では、鋳物の切削加工の難しさや、実際の加工時ポイントなど、鋳物の基礎知識や弊社の設備・事例についても交えて解説いたしました。
鋳物の切削加工は、鋳物の特性を考慮して慎重に行われる必要があり、鋳物製品には欠かせない重要な工程です。ですが、鋳物特有の硬度や内部欠陥等の影響を抑えるため、適切な工具選定や加工条件の管理が重要となります。また、適切な冷却液の使用や作業環境の安全管理も不可欠で、これらすべてを徹底することで高品質な仕上がりを実現することができるのです。
弊社(株式会社大塚製作所)は、75年以上治工具専門メーカーとして製造を続けており、高い品質を保持できる熟練したノウハウと技術力の高い技能者が多数在籍しています。鋳物の加工についても豊富な加工実績を保有しており、お客様の多様なニーズにお応えしてまいりました。
他社様でお断りされているような加工へもお応えできるよう、豊富な設備を取り揃えております。高い寸法精度や複雑形状、短納期など、鋳物加工に関するお困り事がございましたら、お気軽に弊社までお問い合わせ・ご相談ください。
お問い合わせ
研削加工に関する技術的なご相談から、お見積り依頼まで
お気軽にお問い合わせください

