
検査治具と測定治具の役割|品質管理に欠かせない治具の基本
製造現場の品質を安定させるには、「検査治具(合否を素早く判定するための専用治具)」と「測定治具(寸法や形状を数値で確認するための固定用治具)」の活用が欠かせません。検査治具はゲージやミス防止の仕組み(ポカヨケ)とも連携して、特に量産においては処理ペース(1個あたりの処理時間、いわゆるタクト)を守ります。一方、測定治具は三次元測定機(CMM:立体寸法を数値で測る装置)などと組み合わせて、図面の形や位置の許容範囲(幾何公差)に適合しているかを確かめる際に用いられます。どちらにも共通する核心は「同じ基準・同じ姿勢で繰り返し固定すること」であり、位置決めの基本(3-2-1)、クランプ(固定)方式、剛性、温度・環境管理が要になります。
今回の記事では、検査用治具と測定用治具について、まず両者の役割を整理し、「いつ検査治具を優先し、いつ測定治具で裏付けるか」のポイントと避けたいNG例を解説します。加えて、通止ゲージやCMM用固定などの種類・構成要素などを紹介するとともに、治具設計・製作のポイント(基準面と拘束点の決め方、プローブ(測定子)の侵入性、薄肉・大物の支持設計)等を紹介します。更には、設計のポイントなども掲載し、金属加工を中心とした治工具設計・精密加工の現場にてご活用頂くことで、段取りのムダを減らしながら、品質管理を実現できる内容を紹介しますので、ぜひ最後までご覧ください。
お問い合わせ
検査治具や測定治具の設計/製作に関する技術的なご相談から、お見積り依頼まで
お気軽にお問い合わせください
基本の整理:検査治具と測定治具の役割
検査治具の役割
検査治具は、量産前後や出荷前の品質確認で「OK/NG(合否)」を素早く安定して判定するための専用治具です。ワーク(対象部品)を所定の基準面に置き、位置決めの基本(3-2-1=一次3点・二次2点・三次1点で6自由度を止める)で姿勢を固定します。そのうえで、ゲージ(通止や専用ゲージ)やミス防止の仕組み(ポカヨケ)と組み合わせ、毎回同じ条件で判定できるようにします。ポイントは再現性と作業の平準化。クランプ(固定)は手動・ワンタッチ・空圧などを使い分け、過大荷重で薄肉部品を変形させない設計が大切です。必要最小限の要素に絞るほど段取りは短くなり、作業者間の差や工程内の滞留・手戻りも減ります。
- ねらい:数値による裏づけ(テスト品の承認・工程能力の把握、製品の品質保証)
- 効果:原因特定の早期化/データで語れる品質
- 注意:測定のための固定と変形のトレードオフ、クランプ点と測定点(プローブ)の干渉回避
測定治具の役割
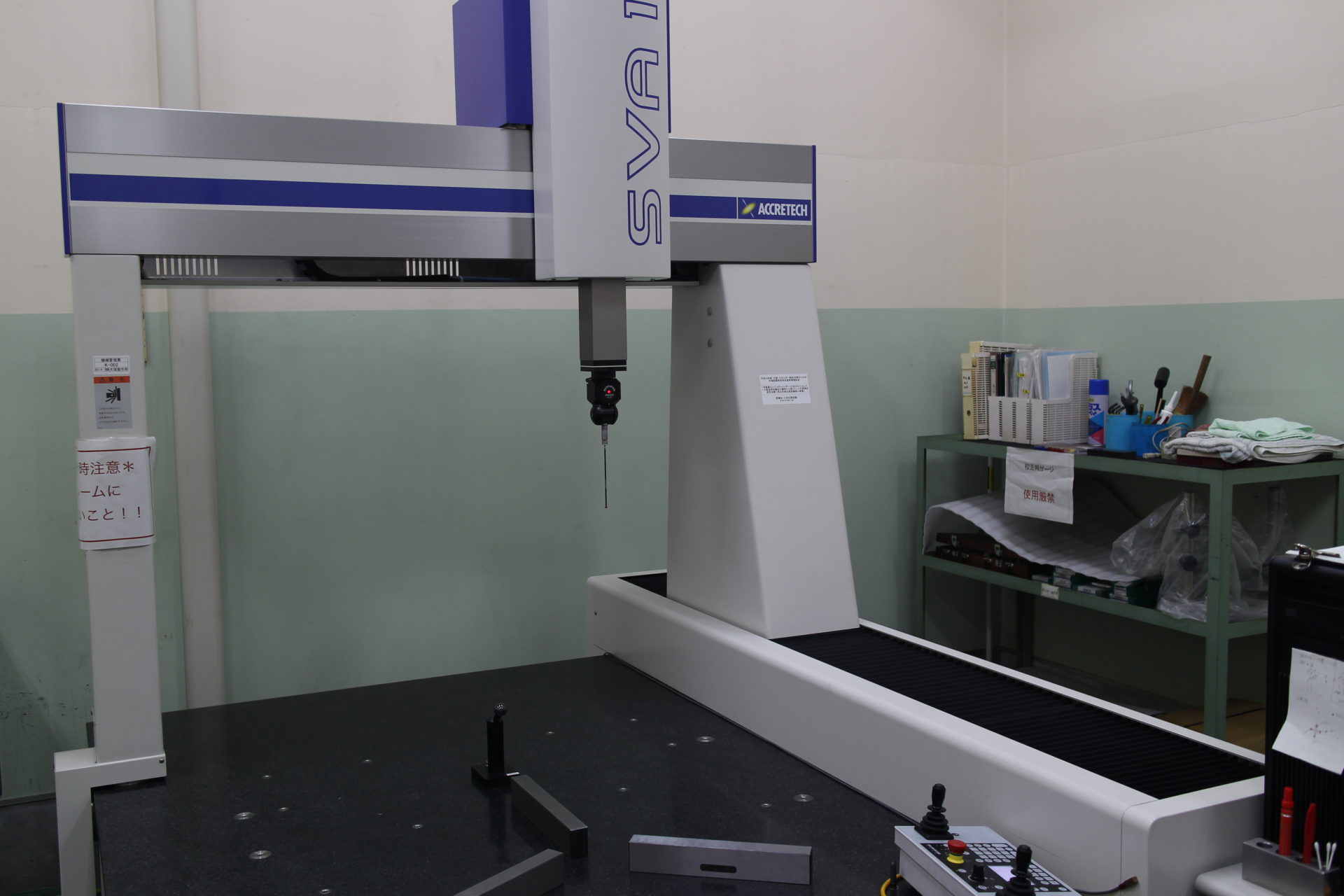
測定治具は、三次元測定機や光学測定機と組み合わせ、寸法・形状・位置を数値で裏づけるための固定治具です。基準面・拘束点を明確に定義し、測定子(プローブ)の通過点は妨げないように設計することが重要です。評価対象は真円度・平行度・位置度などの幾何公差(製品に対する図面の形・位置の許容範囲)です。狙うのは繰返し性(R&R)・再現性の高いデータ取得です。Vブロックや支持パッド、ダボピンの配置、治具材質の選定(鋼/アルミ/樹脂)と剛性、さらに温度管理(例:測定室23±2℃)が測定の不確かさ、結果のばらつきを左右します。特に大物、薄肉部品の測定を行う場合には、上記のポイントをより深く考慮する必要があります。
- ねらい:数値による裏づけ(テスト品の承認・工程能力の把握、製品の品質保証)
- 効果:原因特定の早期化/データで語れる品質
- 注意:測定のための固定と変形のトレードオフ、クランプ点と測定点(プローブ)の干渉回避
共通の土台(検査・測定治具に共通する設計)
両者に共通する核心は、「毎回同じ置き方=同じ基準系」を再現することです。3-2-1でワークの6つの自由度を十分に固定し、過拘束や汚れ乗りを避ける。接触面の仕上げ(粗さ)や清掃ルール、ピン・ブッシュのはめ合い、温度差による膨張の逃げ(ピン+長穴)も、治工具の設計と利用の際には重要なポイントです。さらに、将来的に自動化や省力化を見据えるなら、クランプ完了をIoT技術等を用いて検知し、誤組防止キーを設けると安定した運用/計測が可能となります。
良い治具は良い設計/入力から
製品/成果物の品質は、最初の情報の質で決まります。そのポイントは、図面と公差(幾何公差を含む)、使用する測定機、測定環境(温度・清浄度)、作業者数、着脱/段取りの回数、安全要件、保全・校正周期、マスター(校正用基準)の有無など、挙げるとキリがありません。これらを最初にそろえた上で、設計者と作業者、必要に顧客を含めて、設計→製作→検証を行い、合意した上で本製作に入ります。当社の本業である金属加工では、精密加工にて基準ピンを仕上げ、加工後の歪み・残留応力、部品交換のしやすさ、現場での微調整の余地(シムや偏芯ピン)まで設計しておくと、立ち上げ後の手戻りが減ります。さらに、通止ゲージなどの検査用と三次元測定機向けの測定用治具を基準共有のペアとして設計しておくと、安定生産につながり、さらには工程能力の見える化にも期待できます。
さらに、三次元測定治具(CMM用治具)としては、測定子(タッチプローブ/スタイラス)の当たりを想定した原点合わせ(座標系の定義)と測定プログラムの整合が重要です。画像測定機(非接触測定)を使う場合は、照明条件・ピント・エッジ検出が再現性を左右します。検証ではマスター(基準球/マスターワーク)で治具校正を行い、温度補正や測定条件を手順化しておくと、測定の誤りを防げます。
検査治具と測定治具の違いと使い分け
製造現場で用いられる治具には、用途や目的に応じてさまざまな種類が存在します。それぞれの治具は、加工・組立・検査といった工程でワーク(加工対象物)を適切に固定・保持するために設計されており、使用されるクランプの種類も治具の特性に応じて異なります。
また、「クランプ(締付け装置)」は、これら治具の中に組み込まれる要素であり、単体で治具と呼ばれることは一般的ではありません。とくに位置決め治具においては、「位置決め機構」と「クランプ機構」が別々に設計されるのが基本です。クランプは様々な会社が商品として開発されており、治具メーカーが適切に選定・組み込みを行います。
今回は、金属加工における加工工程に関連する代表的な治具の種類やタイプと、それぞれに適したクランプの使い方について紹介します。
役割のちがい
検査治具は、製造品が「合格か不合格か」を手早く判断するための治具です。その目的は、作業者が目視や感覚に頼らず、一定の基準でチェックできるようにすることになります。したがって、通止ゲージやポカヨケ機構を取り入れるなど、判断を自動化・単純化するしくみを取り入れることで、作業のバラつきや判断ミスを防ぐことが肝要です。
一方で、測定治具は製品の寸法や形状を「数値」でしっかり測るための固定台のような役割です。測定治具を用いることで、三次元測定機(CMM)やノギス、マイクロ、プローブなどと組み合わせて使い、“どのくらいズレているか”を具体的かつ効率的に見ることができるようになります。測定結果は記録・保存しやすいため、トレーサビリティや工程能力(Cpkなど)の把握にもつながります。
迷いやすい場面
検査治具と測定治具について、例として次のような場面では、どちらを使うべきか悩むことが多いのではないでしょうか。
- 特注品で、加工後の寸法が設計通りかどうか確かめたい
- 複雑形状の部品で、毎回同じ箇所を確認するのが難しい
- 合否だけでなく、「あと何mmでNGになるか」も知っておきたい
- 作業者によって検査結果がズレるのをなんとかしたい
このような時、単に「測れるかどうか」で判断してしまうと、かえって余計な手間が増えたり、検査自体が不安定になってしまう場合もございます。
そこで、基本的な考え方/使い方の目安を以下のようにまとめてみました。
| 検査治具が向いている場面 | 測定治具が向いている場面 |
| 同じ形の部品を何個も検査する | 形状や寸法が毎回異なる部品に対応する |
| 合否だけ分かればよい | 寸法や変化量を“数値”で記録したい |
| 作業者の差をなくしたい | 工程能力・変動要因を明らかにしたい |
| 処理スピードを優先したい | 精度や証拠(データ)を優先したい |
| ゲージなどで物理的に判定できる | 位置度や幾何公差がある/複数箇所を評価したい |
とはいえ、実際の現場では「どちらかだけで十分」ということは少なく、多くの場合、検査治具で素早くチェック → 測定治具で気になる箇所を確認するという組み合わせが現実的です。
よくあるNG例
- 測定のつもりで検査治具を使ってしまう。
製品の測定に検査治具を使ってしまい、寸法精度を満たしていなかったという不適合が発生することは多く見られます。例えば、「ゲージが通ったから大丈夫」と思っていても、実はギリギリで寸法がズレていた…というケースがあります。特に幾何公差(真円度や平行度など)を伴う製品では、数値で見ないと判断しにくい部分もあります。したがって、品質の高い製品をつくるためには、計測のプロセスを省くようなことはしないようにしましょう。
- 測定にこだわりすぎて、かえって段取りが増えてしまう
三次元測定機やマイクロメータを使った測定を行おうとしたものの、都度の段取り・着脱が面倒で段取り時間が増えてしまうケースも多いです。この時活躍するのが測定治具となり、特に数モノでは有効に活用すれば、大幅な段取り時間の短縮が狙えます。一方で、測定へのこだわりも重要ですが、過剰な計測になってしまう場合もあります。図面等から要求仕様を確認し、果たして精密な測定が必要か判断することも、コスト削減などの観点から重要なポイントです。
大塚製作所としての視点
当社は、治工具設計・製作を75年以上主軸としてきた金属加工メーカーであり、“検査と測定をどう切り分けるか”という段階から一緒に考えるケースも多くあります。「通止ゲージでよいのか」「位置度まで測る必要があるのか」「工数削減に最適な治具の設計仕様はどのようにすべきか」など、現場の状況・人員・必要な精度に応じて治具の方向性を決めることで、ムダな投資を防ぎ、品質と工数のバランスを取るお手伝いが可能です。
お問い合わせ
検査治具や測定治具の設計/製作に関する技術的なご相談から、お見積り依頼まで
お気軽にお問い合わせください
治具の種類と構成要素|通止ゲージや固定治具の基本
検査治具・測定治具とひとくちに言っても、その中には多くの「種類」や「構成要素」があります。治具の機能や精度は、こうした要素の組み合わせで決まり、それぞれの現場や製品に応じて最適な設計が求められます。
ここでは、製造現場でよく用いられる治具のタイプや、よく設計上の肝となる構成要素について、いくつか代表的なものをご紹介します。
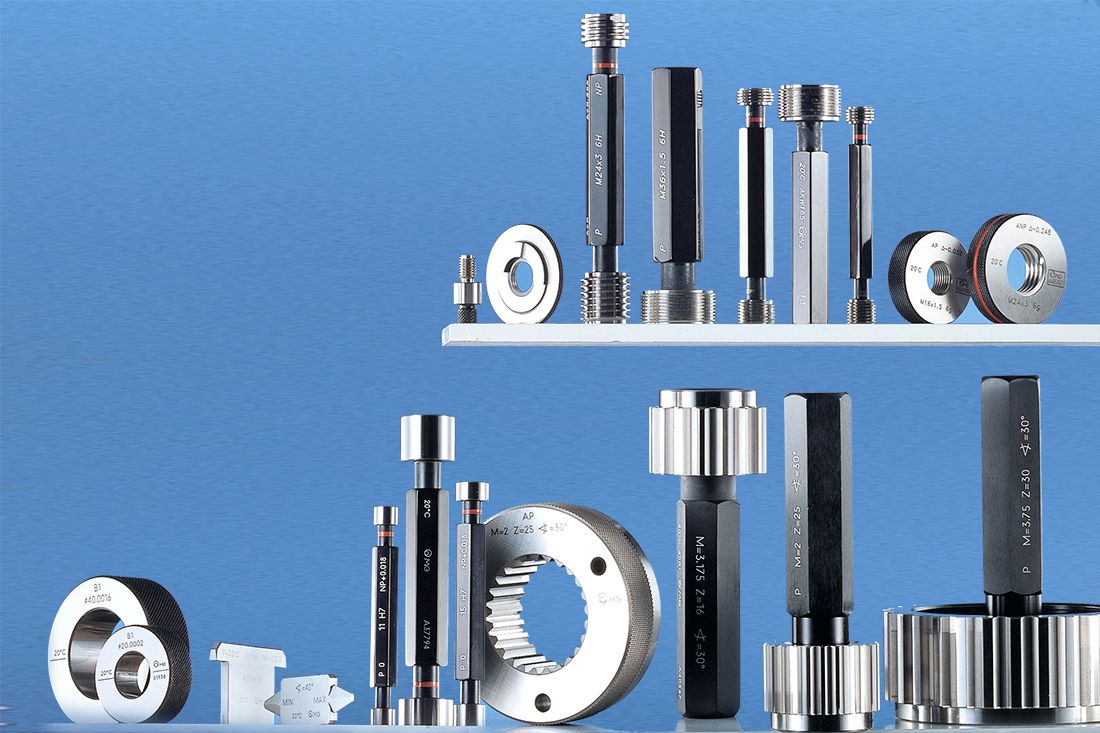
通止ゲージ:合否を一瞬で見極める検査の定番
通止ゲージは、検査治具で、その中でも特にシンプルでよく使われます。用途としては、穴径や溝の幅などの寸法が図面通りかどうかを「通る/止まる」で確認することで、これを簡単に実現する仕組みを持っています。
- 「通りゲージ(Go)」でスムーズに通るか
- 「止まりゲージ(NoGo)」が入らないか
この2点を見ることで、合否を作業者の判断に頼らずに判定できるのが最大のメリットです。
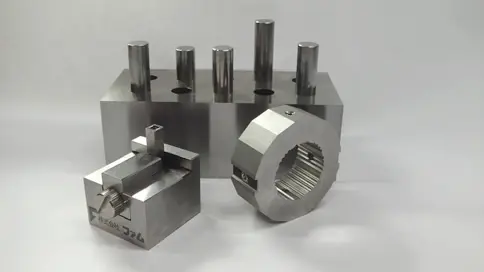
通止ゲージは、画像からもわかるように、形状に合わせて ピンゲージ・ブロックゲージ・Rゲージ・ねじゲージ など、さまざまな種類に分かれています。治具と一体化させることで、さらに段取りを短縮できる設計も可能です。
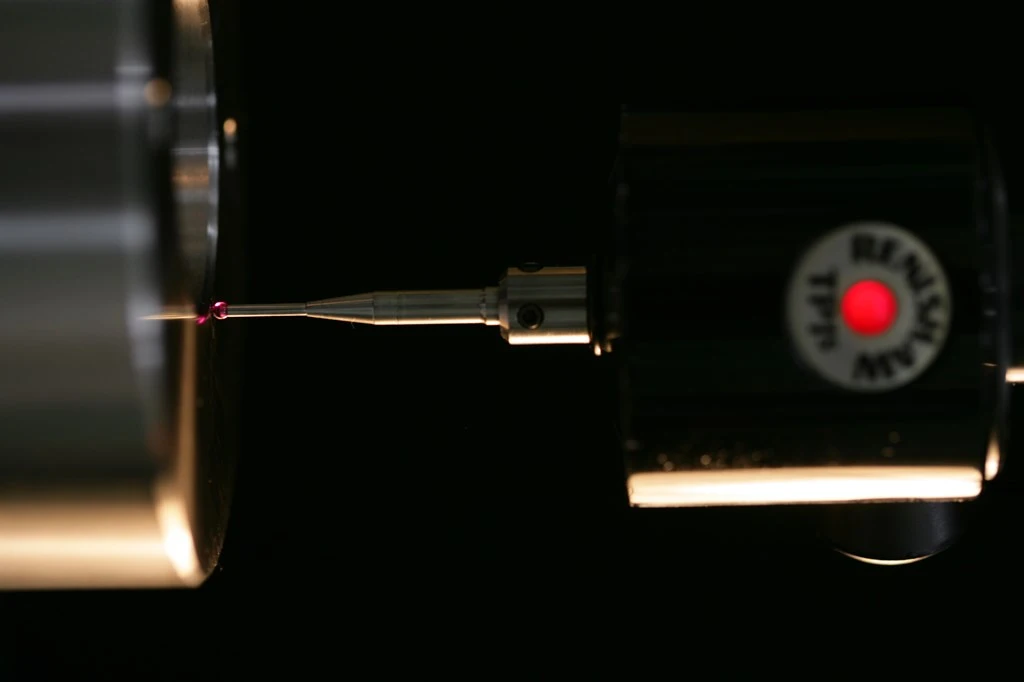
測定治具の構成要素:固定精度を支える設計の工夫
測定治具は、ワークを安定して保持しながらも、「プローブ(測定子)」の通過や接触を妨げないように設計されている必要があります。以下はよく使われる構成要素です:
| 構成要素 | 主な役割 |
| 基準面(ベースプレート) | ワークを当てる面。一次拘束(3点支持)となる |
| 拘束点(ピンや段差) | ワークのズレを止める要素。二次・三次拘束(2点・1点)に配置される |
| Vブロック | 丸物ワークの固定に使用。中心を安定して保持できる |
| 支持パッド | 薄肉部品の沈み込みや振動を抑えるための面当て部品 |
| 位置決めピン | 繰り返し精度を確保し、作業者が迷わず置けるよう誘導する |
ワークの材質や形状によっては、クランプ力が原因で変形してしまう場合もあります。そのため、鋼・アルミ・樹脂といった治具本体の材質選定も慎重に行う必要があります。軽量化を重視したい現場では、アルミや樹脂製での設計も有効です。
CMMではリファレンスボール(基準球)やピンゲージ/ゲージブロックを使った原点設定が一般的です。固定は位置決めブロックと長穴ピンで熱膨張の逃げを確保し、クランプ荷重は測定点から離すのが基本です。測定レシピ(測定手順書)とトレーサビリティの確保のために、治具には治具番号(刻印/QR等)を付け足しておくと、データ管理がスムーズになります。
測定と干渉しないクランプ設計
特に三次元測定機と併用する場合、プローブ(測定子)が当たる箇所を物理的にふさがないようにする工夫が欠かせません。
- クランプ点が測定点に干渉していないか
- プローブが当たる方向に十分な逃げがあるか(プローブ球径(スタイラス径)と測定角度を想定し、測定パス(走査経路)に干渉が出ないようクリアランスを設計)
- 手動で取り外し可能な補助クランプを分離しておくか
これらはすべて、「測定したけど数値にムラがある」「測定できる箇所が限られる」といったよくある不具合の原因回避にもつながります。
大物・薄肉の測定にはさらなる工夫を
ワークが大きい・薄いといった場合は、固定だけでなく 「支持・拘束力」 にも目を向ける必要があります。
- 薄いプレート形状 : 均等に支えるパッド配置や反りを逃がすスリット加工
- 大物部品 : 複数点支持 + 段階固定 + 測定面 へのアクセス設計
- 重量物 : 治具自体のたわみにも注意が必要
治具は“足し算”ではなく“引き算”の設計
最後に、治具設計では「できることを全部詰め込む」よりも、“必要なことだけに絞る”視点が非常に大切です。
- 作業者が毎回同じ置き方で扱えるか
- 測りたいところがしっかり測れるか
- ゲージやプローブがきちんと入るか
- 調整・保全がしやすいか
こうした視点で構成要素を絞り込み、現場で本当に使える治具を作ることが、安定した品質と省力化の第一歩になります。
治具設計・製作で押さえたいポイント

検査治具や測定治具は、ただ部品を固定するだけの道具ではありません。実際の現場で「使える」治具にするためには、設計段階から意識すべきポイントがいくつもあります。ここでは特に重要な要素を整理してみましょう。
基準面と拘束点の決め方
治具設計の出発点は「どの面・どの点を基準にするか」を明確にすることです。
ワークを安定して固定するためには、位置決めの基本(3-2-1)に従って、一次基準=3点、二次基準=2点、三次基準=1点で6自由度をきちんと止めます。過拘束を避けつつ、繰り返し精度を確保できるように設計することが大切です。
また、基準を決める際には「図面で要求されている寸法や幾何公差(位置度や真円度など)」と直結する位置を選ぶことがポイントになります。基準の取り方が曖昧だと、せっかくの測定や検査の信頼性が揺らいでしまいます。
プローブ(測定子)の侵入性
測定治具では、三次元測定機(CMM)やプローブが正しくワークに触れられるように「逃げ」を設けることが欠かせません。
- クランプやピンが測定箇所を塞いでしまわないか
- プローブの測定方向に干渉しないか、プローブ自体が干渉しないか
- 将来追加測定する際の余地を残せるか
こうした点を事前に確認しておくことで、後から「測れない」「測り直しが必要」といったトラブルを防ぐことができます。また、校正はスタイラスの校正(球補正)を先に行い、その後に治具校正(基準球・基準面)→ワーク測定の順に行うと、繰返し性(R&R)の確認がしやすくなります。
薄肉・大物の支持設計
薄板や大型部品の測定は、治具設計にとって特に難しい部分です。
- 薄肉部品:荷重をかけすぎるとすぐに変形してしまいます。点ではなく面で支えるパッドを配置したり、均等に力が分散するよう工夫が必要です。
- 大物部品:重量によるたわみや、自重での変形に注意が必要です。支持点を複数に分け、測定中の振動や傾きを抑えるよう設計します。
非接触測定の場合でも、裏当てパッドや振動対策を行い、画像測定機は焦点深度と照明の再現を一定に保つことで、測定不確かさを抑えられます。
クランプ方式の選定
治具に組み込むクランプ(固定機構)には、手動式・ワンタッチ式・空圧式・電動式など様々なタイプがあります。
- 手動式:シンプルでコストを抑えられる。小ロットや試作向け。
- ワンタッチ式:作業効率を上げたいときに有効。
- 空圧式/電動式:自動化ラインや繰返し回数が多い現場で安定。
重要なのは「過大な固定力を避けること」です。強く締めすぎてワークを変形させてしまっては、本来の目的である品質保証が果たせなくなります。なお、それぞれのクランプについては下記の記事でも紹介しているので、もし気になる場合にはぜひご覧ください。

外注前に押さえたい!治具とクランプの関係と、依頼で失敗しない設計のコツ
治具におけるクランプの役割や種類、加工精度を高める活用方法を解説。外注時のポイントや製作事例も専門メーカーが詳しく紹介します。
材質選定と環境条件
治具そのものの材質も精度や扱いやすさに影響します。
- 鋼:高剛性・高精度だが重量が大きい。
- アルミ:軽量で扱いやすいが、熱膨張や傷に注意。
- 樹脂:柔らかいがワークを傷つけにくく、軽量化に有効。
また、測定環境は温度や湿度で寸法が変わるため、温度管理(例:23±2℃)や清掃ルールを含めた運用設計も欠かせません。これは、精密機械加工の環境にも同じく言えることですので、ぜひ注意してください。
運用・保全まで見据える
最後に大切なのは、設計時から「使い続けること」を意識することです。
- 校正周期をどうするか
- 摩耗部品の交換はしやすいか
- 現場での微調整(シム・偏芯ピンなど)が可能か
こうした視点を盛り込むことで、治具は一過性のものではなく、長く使える「現場の財産」になります。
大塚製作所では、こうした要素を盛り込みながら、図面や要求仕様に応じた治具設計・精密加工を行っています。単なる金属加工ではなく、「検査・測定を安定させる仕組みをつくる」ことこそが、私たちが治工具設計で提供している価値です。
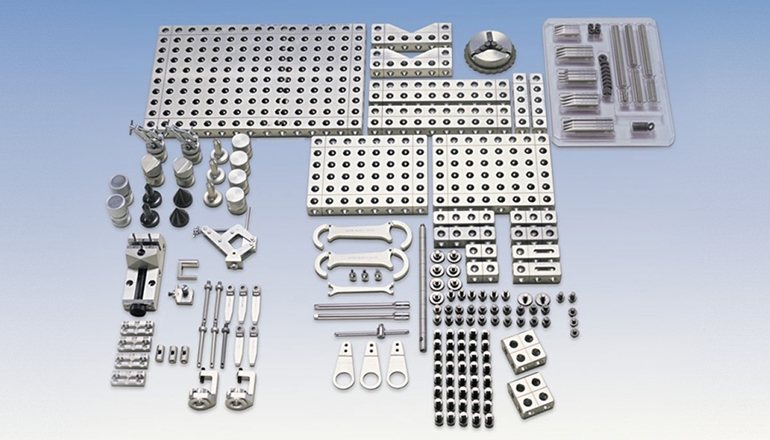
当社の治具製作事例
当社は75年以上治具・治工具の専門メーカーとして事業を行っており、検査治具/測定治具を含めて、豊富な設計/製作実績を有しております。ここで、当社が製作した治具の一部をご紹介いたします。
産機メーカー向け 治具ベース

| 材質 | SS400焼鈍材 |
| サイズ | X 800[mm]×Y 500[mm]×Z 45[mm] |
| ロット数 | 1ヶ |
| 開発期間・納期の目安 | 受注より1ヵ月 |
| 公差レベル | 板厚平行度0.01, 中心穴Φ100H7との直角度0.01 |
今回の製品は精密機械加工時に利用する治具ベースとなり、治具では基準面にも相当する製品になります。
板厚平行度0.01, 中心穴φ100H7と直角度0.01として精度出しを行っており、弊社の強みであるジグボーラー加工と研削加工による精密加工により製造を行いました。
このように、当社は精密機械加工を得意としており、治具の中の高製品の受注も承ることが可能です。
建機業界向け 油圧クランプ加工治具

| 材質 | S50C |
| サイズ | 奥行500mm×幅500mm×高さ700mm |
| 開発期間・納期の目安 | 設計から組み立てまで3カ月 |
| 公差レベル | ±0.02 |
建設機械メーカー向けに製造した油圧クランプ治具となります。
油圧クランプを採用することで、ワンタッチでの固定が可能にした製品であり、本製品は部品加工向けの製品ですが、検査治具/測定治具として、製造ライン等への組み込みの応用が考えられます。
穴ピッチ・平坦度/平行度に高い精度が求められ、±0.02の公差を求められ、当社の持つ豊富な研削盤・ジグボーラーを活用することで製作が実現できています。また、形状として、空洞部分が大きいため、加工時の歪みを防ぐために、治工具専門メーカーとしてこの製品のための治工具も活用し、製造した製品です。
まとめ|検査治具と測定治具を活かすために
ここまで、検査治具と測定治具の基本的な役割から、使い分けのポイント、代表的な種類や構成要素、そして設計・製作で押さえるべき点について整理してきました。
改めて要点をまとめると、次のようになります。
- 検査治具は、製品が合格か不合格かを素早く安定して判定するための道具。通止ゲージやポカヨケなどと組み合わせ、再現性のある合否判定を実現します。
- 測定治具は、寸法や形状を数値で裏づけるための治具。三次元測定機(CMM)や光学測定と組み合わせ、幾何公差や工程能力の把握に役立ちます。
- 使い分けの基本は、「スピードを優先するなら検査治具」「精度や記録を重視するなら測定治具」。ただし、現場では両者を組み合わせるケースが多いのが実情です。
- 治具の種類と構成要素には、通止ゲージ、基準面、拘束点、Vブロック、支持パッド、位置決めピン、クランプなどがあり、必要な要素を過不足なく組み合わせることが重要です。
- 設計・製作の勘所は、基準面の取り方、プローブの侵入性、薄肉や大物の支持方法、クランプ方式の選定、材質や環境条件の考慮、そして保全や校正まで含めた運用設計です。
つまり、検査治具と測定治具は「どちらが優れているか」ではなく、それぞれの強みを理解し、現場の目的や条件に合わせて最適に組み合わせることが大切です。
治具はただの補助具ではなく、品質を安定させ、作業のばらつきを抑え、現場全体の効率を高めるための「仕組み」です。設計段階でしっかりと仕様を整理し、必要な要素を見極めることが、検査や測定の精度、さらには製造全体の信頼性につながります。
お問い合わせ
検査治具や測定治具の設計/製作に関する技術的なご相談から、お見積り依頼まで
お気軽にお問い合わせください
