
穴あけ加工に適した工作機械とは?ジグボーラーの高精度加工も解説

「穴あけ」と聞いて、皆さんはどのようなものを思い浮かべるでしょうか? 日常では、DIYとも呼ばれていますがホームセンターなどで材料と電動工具などを買ってきて、家具を自作するなんてことはよく耳にすると思います。一方、製造現場において、「穴あけ加工」は最も基本的でありながら、製品の品質や精度に大きく影響を与える重要な工程です。特に機械部品や治工具の分野では、ただ穴をあけるだけでなく、±0.01mm以内の寸法公差やミクロン単位の真円度、位置決め精度が求められるケースも少なくありません。
こうした高精度な加工を実現するためには、単に工具を選ぶだけでなく、使用する工作機械や加工条件、治具の工夫に至るまで、あらゆる要素の最適化が必要となります。なかでも、ジグボーラーのような超精密機械は、一般的な加工機では対応が難しいレベルの精度に対応できることから、特に重要視されています。
本記事では、穴あけ加工の基礎、概要から、代表的な工作機械の特徴、そして高精度加工を実現するための条件、さらにはジグボーラーの強みまで、わかりやすく解説していきます。
お問い合わせ
穴あけ加工・治具製作に関する技術的なご相談から、お見積り依頼まで
お気軽にお問い合わせください
穴あけ加工の基本と重要性

穴あけ加工の定義と目的
穴あけ加工とは、金属や樹脂などの素材に対してドリルなどの工具を使用して穴を削って開ける加工のことを指します。
最も基本的でありながら、多くの製品設計・機能実現において不可欠な加工方法のひとつです。
穴は、部品にネジを通したり、他の部品と結合したり、流体や電気(導通部品・端子の挿入穴)を通したりするなど、製品としての役割を果たすうえで非常に重要な要素です。
また、単純な円形の穴だけでなく、段付き穴や貫通穴、ねじ穴、座ぐり穴、深穴など、さまざまな形状や寸法の穴があり、それぞれに異なる工具・加工条件が必要です。
さらに、製品によっては、ただ「穴を開ける」だけではなく、±数ミクロン単位の寸法精度や真円度(しんえんど:穴の丸さの精密さ)、位置決め精度が求められるケースも多くなります。
こうした要求に応えるためには、工作機械の精度や剛性、使用する工具の品質、加工条件の最適化、治具によるワーク固定の工夫など、さまざまな技術要素が組み合わさる必要があります。
ここでは、穴あけ加工の基本と重要性について詳しく解説します。
精密加工における穴の役割
精密部品において「穴」は、単なる通り道や固定箇所ではなく、機能性や安全性に直結する重要な設計要素として扱われます。
たとえば以下のような例が挙げられます。
- 位置決め用の基準穴:組立時に他の部品との正確な位置合わせを行うための穴。
- 締結用のねじ穴・ボルト穴:構造物同士を固定し、振動や負荷に耐えるために重要。
- 流体通路・冷却経路:冷却水やオイル、エアなどを流すための通路として活用。
- 検査用・測定用の穴:寸法や幾何公差を検査する際の基準として設けることも。
このように、設計意図を的確に具現化するための手段が「穴」であるといっても過言ではありません。
したがって、穴あけ加工では高精度・高再現性・安定性の3点が特に重要になります。
加工対象となる素材と用途例
穴あけ加工は、多くの素材に対して実施可能です。以下は代表的な素材とその特性、用途の一覧です。
| 素材 | 特徴 | 主な用途例 |
| 鉄 | 加工性が高く、耐摩耗性・強度に優れる | 工業部品、産業機械、治工具、建設部品など |
| アルミ | 軽量で熱伝導性・放熱性が高く、切削性も良好 | 電子機器の筐体、自動車部品、航空機部品など |
| ステンレス | 耐食性・耐熱性に優れるが、加工硬化しやすく難削材 | 医療機器、食品機械、薬品機器、配管部品など |
| 銅 | 電気・熱の伝導率が非常に高いが、バリが出やすい | 電子部品、コネクタ、放熱部材など |
| 樹脂 | 軽量で非導電性、柔らかいため低速での切削が必要 | 家電部品、筐体、治具部材、軽量構造物など |
素材ごとに適した工具の材質(超硬、ハイスなど)や切削条件(回転数、送り速度、切削油の有無)を選定しないと、バリや寸法誤差、工具の摩耗・破損などのトラブルにつながる可能性があります。
とくに精密加工分野では、バリの少なさや表面粗さの管理、深さ精度の高さも求められるため、適切な工具や機械の選定だけでなく、加工ノウハウと実績のある加工業者の選定も極めて重要です。
穴あけ加工に適した工作機械

穴あけ加工に使用される機械には、ボール盤・フライス盤・マシニングセンタ・NC旋盤などがあります。作業内容や加工精度の要件に応じて、最適な機械を選定することが求められます。例えば、単純な穴あけにはボール盤が適しており、大量生産や自動穴あけが必要な場合にはCNC加工が可能なマシニングセンタが有効です。また、薄板に多数の穴を空ける場合はパンチングマシンのような専用機が用いられることもあります。これらの機械の特長を理解し、目的や部品の材質に応じた使い分けが重要です。
ここでは、穴あけ加工に適した工作機械の種類と使い分け方について詳しく解説します。
ボール盤・ラジアルボール盤の特徴
ボール盤は、古くから穴あけ加工に最も一般的に使用されている工作機械の一つです。電動モーターで主軸を回転させるシンプルな構造で、主に垂直方向にドリルを押し当てる形式を採用しており、簡単な加工や軽作業に適しています。工業系の学校や小型工場でもよく見られ、操作性に優れており、量産ラインでも補助的に活用されています。
一方、ラジアルボール盤は、コラム(支柱)からアームが水平に伸び、そのアームにドリルヘッドが装着されている構造です。これにより加工位置を自在に変えられるため、大型ワークや固定が難しい部品にも対応しやすいのが特長です。
両者ともシンプルな構造ですが、治具との組み合わせにより位置決めの精度向上や段取り時間の短縮が可能になります。ただし、基本は手作業での操作となるため、熟練度が伴わなければ高精度な穴あけ加工には限界があり、用途によっては他の機械との使い分けが重要です。

フライス盤やマシニングセンタによる穴あけ
フライス盤は本来、平面加工や溝加工などを得意とする機械ですが、エンドミルやドリルツールを用いることで穴あけ加工にも対応可能です。特に複数の加工を1台で行いたい場合や、治具なしで複雑な位置に穴を開けたい場合に有効です。
また、マシニングセンタ(MC)は次世代のフライス加工機とも言える自動工具交換装置(ATC)やCNC制御を備えた高機能な工作機械であり、穴あけ・中ぐり・ねじ立て・面取りなど、一連の加工を自動で連続的に行える点が強みです。X・Y・Zの3軸だけでなく、傾斜穴や角度付きの加工が必要な場合には5軸制御を実現する機構が搭載されることもあります。
特に位置決め精度や加工再現性、量産性が求められる場合、マシニングセンタは極めて有効であり、段付き穴、複数穴、複雑形状穴なども一括加工することで、作業効率と品質の両立が図れます。また、NC機であるため、比較的安全性は高い工作機械とも言えます。

NC旋盤・複合機での高精度加工
NC旋盤は、回転するワーク(素材)に対して工具を当てて切削する機械ですが、センタードリルやボーリングバーなどのツールを装着することで穴あけ加工も可能です。主に回転対称形状の部品(シャフト、筒状部品など)に対して、正確な中心穴や内径加工を行う用途で使われます。
さらに、複合加工機(複合旋盤)では、旋削・ミーリング・穴あけ・ねじ切りなどの加工を1チャックで一貫して実行できるため、段取り替えによる誤差を減らし、高精度加工と生産効率の両立を実現できます。
特に精度面では、H7公差(±0.010mm程度)を安定して満たせる能力を持ち、真円度や同軸度の管理も自動化された機能で対応可能な点が評価されています。

パンチングマシンによる高速穴あけ加工
パンチングマシンは、鋼板やアルミ板などの薄板に多数の穴を高精度かつ高速で開けることができる専用工作機械です。タレットパンチプレスと呼ばれる装置では、金型(パンチとダイ)の組み合わせを自動で切り替えながら、板材を順に加工していく構造になっており、非常に高い生産性を実現します。
この機械は主に、制御盤、筐体、パネル部品などに使用される複雑な穴パターンやスリット形状の加工に活用されており、レーザー加工機よりも低コストで対応できるケースも多いのが特長です。NC制御による自動運転と、材料供給装置との連携によって、無人運転や大量生産にも対応可能です。
ただし、加工できる材質や板厚に限りがあり、パンチング加工特有の微細なバリや変形が発生することもあるため、用途や精度要件に応じて他の加工機との使い分けが重要になります。

このように、穴あけ加工にはさまざまな工作機械が使われており、部品の形状・精度要件・加工数・コストなどに応じて最適な機種を選定することが求められます。
次の章では、こうした機械で「高精度な穴あけ加工」を実現するための条件について詳しく掘り下げていきます。
【目的別】穴あけ加工機械の選び方
穴あけ加工に使用される工作機械は多岐にわたりますが、目的や製品の要求精度によって適切な設備は大きく変わります。ここでは、現場でよく用いられる代表的な3機種について、それぞれの特徴と選定ポイントを解説します。
【汎用性重視】マシニングセンタ

量産対応と自動化を両立する万能加工機
穴あけ加工において、最も広く使われているのがマシニングセンタです。ドリルやリーマ、タップ加工などを1台で自動的に切り替えて行えるため、複数の工程をまとめて効率化できるのが特長です。
また、NC制御や工具自動交換機能(ATC)によって無人運転・自動化も可能となり、安定した量産にも対応。さまざまな部品の加工において、コストと品質のバランスが取りやすい選択肢です。
- 向いている用途:ネジ穴、止まり穴、深穴など多工程加工。中量生産品や汎用部品。
【汎用性重視】五面加工機
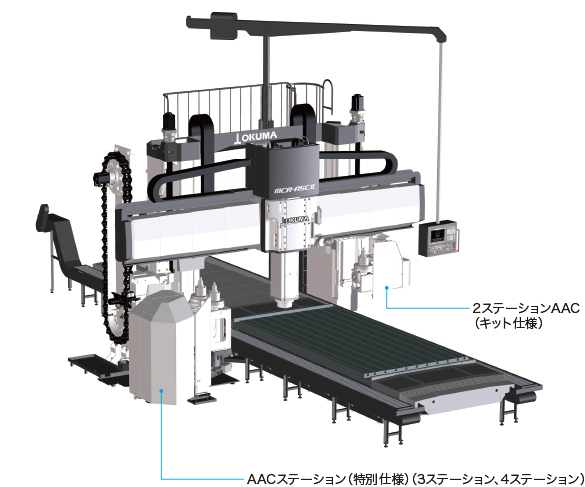
大型部品や多面加工が必要なワークに最適
五面加工機は、ワークの上面・側面・前面など複数面を一度に加工できる大型設備です。段取り回数が減ることで位置ズレのリスクが減り、全体精度を確保しやすいのがメリットです。
また、門型構造による高剛性・高出力のスピンドルを持つため、重切削にも耐え、鋳物や厚板構造体にも対応可能。工作機械フレームや建機部品など、大物で多面取りが必要なワークにおいては、五面加工機が主力設備となります。
- 向いている用途:大型フレーム、鋳物、建機・産業機械部品など。中〜重量物の精密加工。
【精度重視】ジグボーラー

サブミクロン精度を支える高精度穴あけ専用機
ジグボーラーは、±1~2μmの極めて高い穴位置精度を出すことに特化した専用機械です。主に、検査治具や位置決め基準穴の加工、あるいは金型のピン穴加工などで使用されます。
近年のNC設備と比較すると、決して主流とは言えないものの、極小公差が求められる製品や再現性の高さが重要な工程では、今なおジグボーラーにしか出せない精度があります。
大塚製作所では、このジグボーラーと自社製の治工具をと熟練技術を組み合わせ、±0.5μmの穴位置精度を再現性高く加工できる体制を整えています。
- 向いている用途:基準穴、ピン穴、位置決め治具、試作部品など。超高精度要求時に最適。
穴あけ加工と一口に言っても、求められる精度、対象ワーク、加工効率によって、最適な設備は異なります。
マシニングセンタや五面加工機で幅広いニーズに対応しつつ、ジグボーラーのような特殊機で“精度の壁”を越える──これが多品種少量・高難度加工に対応する企業の戦略です。
高精度な穴あけ加工に必要な条件

高精度な穴あけ加工を実現するためには、まず工作機械自体の剛性や振動抑制性能が重要となります。微小なブレや熱変位が穴径や真円度(穴の丸さ)に影響を与えるため、構造的に安定した機械の選定が不可欠です。また、工具選定も精度に直結する要素であり、被削材に適したドリルや穴あけツールを選ぶことで加工面の品質や工具寿命の最適化が図れます。さらに、加工中の送り速度や回転数といった切削条件の最適化も高精度化には欠かせません。
精度
高精度な穴あけ加工を行う上で、まず重要になるのが「精度」に関する各種指標です。穴の加工精度には、以下のような要素が密接に関係しています。
- H7公差(+0.010 / 0):一般的な機械部品のはめ合いで使用される標準的な公差。高精度な機械加工では、H7公差を安定して満たすことが基本となります。
- 真円度(しんえんど):穴の断面がどれだけ真円に近いかを示す指標で、特に軸受け部やブッシュ穴など、嵌合部品で重要視されます。要求される精度は数ミクロン(μm)〜サブミクロン(0.001mm以下)レベルに達することもあります。
- 位置決め精度:穴の中心位置が、設計通りに加工されているかを示すもの。複数の穴あけが必要な製品では、相対的なピッチ精度や同心度も重要になります。
これらの精度を安定して確保するには、高剛性の工作機械や測定機器、熱変位対策、適切な切削条件の選定など、すべての工程が密接に連携している必要があります。
加工機械の剛性・振動対策
精度を維持するためには、加工機械そのものの「剛性(ごうせい:力に対する変形のしにくさ)」も非常に重要です。剛性が不足していると、以下のようなトラブルが発生します。
- 工具のたわみやビビりによる寸法ずれ
- 振動による表面粗さの悪化や真円度の乱れ
- 工具寿命の短縮や切削熱の上昇による精度低下
これを防ぐために、本体フレームの剛性設計や、チャック・治具の強固な固定構造、振動吸収構造の導入が求められます。また、長時間の加工においては、熱膨張による寸法変化も精度を左右するため、定温環境での加工や自動補正機能の活用も有効です。
高い精度で加工を行うには、「機械のしっかりさ(剛性)」がとても大切です。
機械がグラグラしたり、力に負けて少しでもたわんだりすると、次のようなトラブルが起きやすくなります:
- 工具がたわんでしまい、サイズがずれる
- 振動が出て、表面がきれいにならない(ガタガタになる)、円がゆがむ
- 工具の寿命が短くなったり、切るときの熱で精度が落ちたりする
こうした問題を防ぐためには:
- 機械本体の骨組み(フレーム)をしっかり確認する
- チャックや治具をガッチリ固定する
- 振動を吸収するような構造にする
といった工夫が必要です。 また、長時間の加工においては、熱膨張による寸法変化も精度を左右するため、定温環境での加工や自動補正機能の活用も有効です。
高い精度で加工を行うには、「機械のしっかりさ(剛性)」がとても大切です。
機械がグラグラしたり、力に負けて少しでもたわんだりすると、次のようなトラブルが起きやすくなります:
- 工具がたわんでしまい、サイズがずれる
- 振動が出て、表面がきれいにならない(ガタガタになる)、円がゆがむ
- 工具の寿命が短くなったり、切るときの熱で精度が落ちたりする
こうした問題を防ぐためには:
- 機械本体の骨組み(フレーム)をしっかり確認する
- チャックや治具をガッチリ固定する
- 振動を吸収するような構造にする
といった工夫が必要です。 また、長時間の加工においては、熱膨張による寸法変化も精度を左右するため、定温環境での加工や自動補正機能の活用も有効です。
高精度な穴あけ加工を実現するためには、機械の性能だけでなく、穴あけ加工迄の研磨加工やその他加工ノウハウと測定体制も含めた総合的な対応が重要です。目的や精度要求に応じて、最適な加工機械と加工方法を選定することが、製品の品質向上と信頼性確保につながります。
工具の選定と送り速度・回転数の最適化
工具の選定も、穴あけ加工の品質に直結する重要な要素です。以下のようなポイントに留意する必要があります。
- 工具材質の選定:炭素鋼・ハイス・超硬など、素材や目的に応じた選択が重要。高硬度材料や難削材には超硬やコーティング工具が用いられます。
- ドリル形状の最適化:センタードリル、ツイストドリル、ガンドリル、ステップドリルなど、目的に応じた形状が求められます。
- 適切な切削条件:回転数(rpm)と送り速度(mm/min)の設定が不適切だと、工具の摩耗や穴の粗さ悪化につながります。素材の硬さや穴の深さに応じて調整することが大切です。
- 切削油の使用:潤滑性や冷却性を高めることで、熱による変形やバリの発生を抑制します。
また、工具交換や摩耗管理を適切に行うことで、安定した寸法精度と表面品質を保つことができます。
この他にも、切り粉(材料を削った際に排出される金属くず)の排出方法や適切なタイミングに気を遣うなどの必要もありますが、高精度な穴あけ加工を実現するには、単に「良い機械」を使えばよいというものではなく、機械・工具・加工条件・測定体制・作業環境のすべてが整って初めて成立するものです。
次の章では、それらの条件を高度に満たすことができる工作機械のひとつ、ジグボーラーの特長と強みについて紹介していきます。
ジグボーラーによる穴あけ加工の特長と導入メリット

ジグボーラーは、精密な位置決めとサブミクロン(0.001mm未満)単位の加工精度を兼ね備えた特殊工作機械です。特に真円度や位置精度が厳しい製品の加工において、その性能は一般的なNC機よりも優れており、寸法公差H7(+0.010/0)を確実に満たすことができます。また、手動での微細な修正加工が可能なため、段付き穴など複雑な形状にも柔軟に対応できます。こうした特長により、治工具の製作や試作部品の高精度穴加工において、高い信頼性を発揮します。
ここでは、ジグボーラーによる高精度な穴あけ加工の特長と導入メリットについて詳しく解説します。
精密な位置決めとサブミクロン対応の加工精度
ジグボーラーは、数ある穴あけ加工機の中でも、最高レベルの位置決め精度と加工精度を誇る特殊機です。一般的なマシニングセンタやフライス盤では対応が難しいようなサブミクロン(0.001mm以下)レベルの精度を必要とする加工でも、ジグボーラーであれば対応可能です。
その理由の一つは、手動または光学スケールを用いた極めて高精度な位置決め機構にあります。たとえば、ダイヤルゲージや顕微鏡を用いて目視で位置合わせができるため、CNCでは対応しきれない細かな誤差調整が人の技によって補正されます。
さらに、ジグボーラーは高剛性な構造を持ち、振動が少なく、たわみの影響も受けにくい設計となっています。そのため、真円度や同軸度が厳しく管理される部品加工においても、信頼性の高い結果を提供することが可能です。
ジグボーラーの構造と特長
ジグボーラーは、基本的にはジグ中ぐり盤とも呼ばれ、以下のような構造的特長があります。
- 高剛性のクロススライド構造:X・Yテーブルと主軸が非常に高い直角性と直進精度を持って動作します。
- 光学式位置測定装置(スケール)付き:ミクロン単位の座標設定が可能で、視覚的に確認しながら加工を行えます。
- 精密スピンドルによる高い真円度:主軸の回転精度が極めて高く、穴の内径精度・円筒度を担保できます。
- 手動操作による制御性:熟練者の手によって、柔軟かつ確実に位置決めや刃物調整が行えます。
これらの構造的特徴により、ジグボーラーは他の汎用機では代替できない「最後の仕上げ」や「微細な補正加工」において威力を発揮します。
他の加工機との違いと使い分け
ジグボーラーは非常に高精度な穴あけ加工に特化している反面、自動化や大量生産には不向きな側面もあります。そのため、他の加工機と適切に使い分けることで、加工効率と品質を両立することが重要です。
| 加工機械 | 特徴 | 主な用途例 | 一般的な加工精度目安 (mm) |
| ボール盤・らじあーるボール盤 | 簡単な加工や軽作業に最適 | 公差の緩い穴や釣りボルト穴あけ | ±0.3 |
| マシニングセンタ | 高速・高効率な自動加工に対応 | 量産向けの多穴加工や複雑形状部品 | ±0.01 |
| NC旋盤・複合機 | 同時加工による段取り削減 | 円筒形状部品の高精度穴あけ | ±0.01 |
| ジグボーラー | 位置決め精度と加工精度に特化 | 高精度穴、仕上げ、中ぐり加工 | ±0.005 |
特に治具製作や1点ものの精密部品において、ジグボーラーの価値は非常に高く、他の機械では達成し得ない「精度保証」が可能になります。
以上のように、ジグボーラーは位置決め精度・加工精度・仕上がり品質のすべてにおいて突出した能力を持ち、
真円度0.05mm以下やH7公差の安定加工といった要求にも対応できる、超精密穴あけ加工の要ともいえる存在です。
当社の穴あけ加工事例
産機メーカー向け パレット

| 材質 | SCM435 |
| サイズ | 70×630×630[mm] |
| 開発期間・納期の目安 | 受注より2ヶ月 |
| 公差レベル | 穴径公差±0.01、穴ピッチ公差±0.005 |
本製品は、産機メーカ向けの工作機械内部に設置されるパレットです。精密部品加工に利用される治具となるため、ジグボーラーによる正確な位置決めによる穴加工を弊社で行いました。
工作機械内にて精密部品の加工に利用されるため、部品加工と比較して一段上の公差レベルが求められます。本製品も穴径公差が±0.01mm、穴ピッチ公差が±0.005mmと非常に高精度な穴あけ加工を要求されたため、ジグボーラーにより穴加工を行うことで、高精度な加工を実現しました。
建機業界向け油圧クランプ治具

| 材質 | S50C |
| サイズ | 500×500×700[mm] |
| 開発期間・納期の目安 | 設計から組立まで3カ月 |
| 公差レベル | ±0.02 |
本製品は建設機械メーカー向けに製造した油圧クランプ治具です。
本製品は、建機メーカー様で部品加工に利用され、穴ピッチ・平坦度/平行度に高い精度が求められ、±0.02以内の公差レベルにて製造しております。形状として、空洞部分も大きいため、工程設計および加工時の歪み等が起きないよう細心の注意を行って加工した製品となります。
『穴あけ加工機械』まとめ

穴あけ加工は、工作機械を用いたものづくりにおいて最も基本的な工程でありながら、製品の性能や組立精度に大きく関わる重要な加工です。とくにH7公差や真円度、位置決め精度といった要求を満たすためには、高精度な機械や工具の選定に加え、最適な加工条件の設定や治具の工夫が欠かせません。
ボール盤やフライス盤、マシニングセンタ、NC旋盤など、それぞれの加工機には特長と適した用途があり、加工対象の素材や形状、精度要件に応じた使い分けが求められます。なかでもジグボーラーは、サブミクロンレベルの精度が求められるような穴あけ加工や中ぐり加工において、高い位置決め精度と安定した加工精度を実現できる機械として、特に治工具製作や1点ものの精密加工で重宝されています。
高精度な穴あけ加工を実現するためには、機械の性能だけでなく、加工ノウハウや測定体制も含めた総合的な対応が重要です。目的や精度要求に応じて、最適な加工機械と加工方法を選定することが、製品の品質向上と信頼性確保につながります。
弊社では、ジグボーラーや内面研削盤・円筒研削盤などの高精度な設備を活用し、鋼材やステンレスなど各種材質に対応した高品質な穴あけ加工を施したベースプレートの製作を行っております。単体のベースプレート加工はもちろん、ベースプレートを組み込んだ治具システムの設計・製作まで一貫して対応可能です。
精度要求の高い部品加工に関するご相談や、最適な加工方法のご提案も承っております。穴あけ加工やベースプレート製作に関してお困りのことがありましたら、お気軽に弊社までお問い合わせください。ここまで、記事をご覧くださり、ありがとうございました。
お問い合わせ
穴あけ加工・治具製作に関する技術的なご相談から、お見積り依頼まで
お気軽にお問い合わせください

